Introduzione: Navigazione nel mercato globale dei centri di lavoro speciali per flange
Approvvigionamento di un centro di lavoro speciale per flange che offre una progettazione di precisione mantenendo l'efficienza dei costi, rappresenta uno degli investimenti più critici per i produttori industriali che stanno espandendo le loro capacità produttive. Per i team di approvvigionamento in Africa, Sud America, Medio Oriente ed Europa - da San Paolo a Riyadh - navigare nel complesso panorama dei fornitori di attrezzature CNC richiede di bilanciare i rigorosi standard di qualità con le esigenze operative regionali e l'intricata logistica di importazione. Una specifica sbagliata o un fornitore inaffidabile possono causare costosi tempi di inattività, mancanze di conformità e compromissione dell'integrità del prodotto in settori ad alto rischio come la trasmissione di petrolio e gas.
Perché i centri di lavoro speciali per flange sono fondamentali per i mercati industriali emergenti?
Questi sistemi CNC specializzati costituiscono la spina dorsale della moderna produzione di flange, offrendo capacità multiasse che trasformano l'acciaio al carbonio grezzo, l'acciaio inossidabile e le leghe esotiche in punti di connessione di precisione. Nelle regioni in rapida industrializzazione, come il Brasile e l'Arabia Saudita, dove i progetti infrastrutturali ed energetici richiedono componenti conformi alle norme ASME, l'investimento nel giusto centro di lavoro ha un impatto diretto sulle tempistiche del progetto, sulle certificazioni di sicurezza e sulla redditività operativa a lungo termine.
Quali sono le sfide che gli acquirenti internazionali devono affrontare quando acquistano attrezzature per la lavorazione di precisione?
I team di approvvigionamento globali incontrano spesso ostacoli che vanno dalla verifica degli standard di produzione certificati ISO 9001 alla navigazione in una logistica di spedizione complessa e alla garanzia di un'assistenza tecnica post-vendita reattiva attraverso i fusi orari. La comprensione della rigidità della macchina, della compatibilità dell'automazione con la robotica come i sistemi FANUC e dei requisiti normativi locali diventa essenziale quando si valutano le configurazioni di lavorazione orizzontali rispetto a quelle verticali per gli ambienti di produzione continua.
In che modo questa guida può semplificare la vostra strategia di acquisizione delle apparecchiature?
Questa risorsa completa esamina le classificazioni dei centri di lavoro per flange, le capacità di lavorazione dei materiali e le applicazioni specifiche del settore, dalla raffinazione petrolchimica alla gestione delle acque reflue. Forniamo un quadro di riferimento per la selezione dei fornitori, l'analisi del costo totale di proprietà e le considerazioni sulla conformità regionale, specificamente adattate agli acquirenti di Europa, Medio Oriente, Africa e Sud America. Alla fine del lavoro, avrete le conoscenze strategiche necessarie per assicurarvi soluzioni di lavorazione versatili e ad alta capacità, in linea con i vostri obiettivi operativi e di crescita.
Conoscere i tipi e le variazioni dei centri di lavoro speciali per flange
| Nome del tipo | Caratteristiche distintive principali | Applicazioni primarie B2B | Brevi pro e contro per gli acquirenti |
|---|---|---|---|
| Centri di lavoro orizzontali per flange (HMC) | Orientamento orizzontale del mandrino, attrezzature tombstone per la lavorazione su quattro lati, cambio pallet automatico, evacuazione trucioli assistita dalla gravità | Flange per grandi condotte, infrastrutture per petrolio e gas, componenti industriali pesanti | Pro: Rigidità superiore per tagli pesanti, eccellente rimozione dei trucioli, elevato utilizzo del mandrino. Contro: Requisiti di spazio più elevati, configurazione complessa per geometrie non standard. |
| Centri di tornitura a presa verticale | Mandrino verticale con caricamento automatico del pick-up, stazioni integrate di tornitura/foratura/smussatura, struttura compatta della colonna | Flange per tubi standard, componenti di scarico per autoveicoli, produzione di medio volume | Pro: Ingombro ridotto, movimentazione manuale ridotta, bloccaggio del lavoro assistito dalla forza di gravità. Contro: Limitato ai pezzi a simmetria rotazionale, capacità limitata per gli elementi angolari. |
| Sistemi di trasferimento rotante a più stazioni | Layout di trasferimento circolari o lineari, lavorazione simultanea di più pezzi, utensili dedicati per stazione | Produzione di massa di flange standardizzate, raccordi idraulici, ferramenta per l'edilizia | Pro: Produttività estremamente elevata, basso costo unitario a volume. Contro: Elevato esborso iniziale di capitale, scarsa flessibilità per le modifiche di progetto, lunghi tempi di sostituzione. |
| Centri di lavoro universali a 5 assi per flange | Interpolazione simultanea a 5 assi, completamento di geometrie complesse in un'unica fase, capacità di contornatura avanzate | Flange aerospaziali, componenti in lega personalizzati, interfacce manifold complesse | Pro: Elimina le configurazioni multiple, gestisce angoli e profili complessi. Contro: Prezzo premium, richiede competenze di programmazione avanzate, maggiore complessità di manutenzione. |
Cosa sono i centri di lavoro a flangia orizzontale e quando gli acquirenti dovrebbero investire?
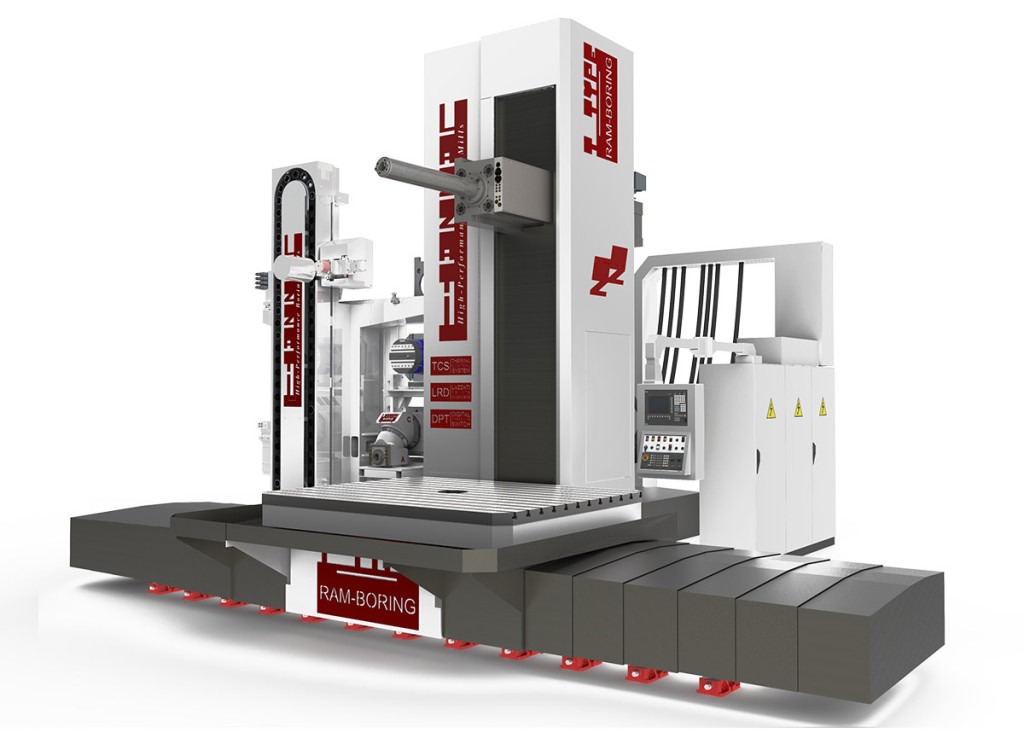
I centri di lavoro orizzontali per flange (HMC) posizionano il mandrino in orizzontale, consentendo l'evacuazione dei trucioli assistita dalla gravità e una rigidità superiore durante il taglio di flange di grande diametro. Questi sistemi utilizzano in genere attrezzature tombstone che consentono la lavorazione su quattro lati, massimizzando l'utilizzo del mandrino per gli acquirenti B2B nei settori del petrolio, del gas e dell'energia. Nel valutare i centri di lavoro orizzontali, i team di acquisto dovrebbero dare la priorità a macchine con cambio pallet automatico e robusti sistemi di raffreddamento ad alta pressione per gestire i tagli pesanti e continui richiesti per le flange in acciaio al carbonio e in lega comuni nei progetti infrastrutturali del Medio Oriente e del Sud America. La configurazione orizzontale facilita inoltre un migliore accesso ai sistemi di caricamento automatico, riducendo i costi di manodopera negli ambienti ad alto volume.
In che modo i centri di tornitura a ripresa verticale ottimizzano la produzione di flange?
I centri di tornitura Vertical Pick-Up sono caratterizzati da un orientamento verticale del mandrino con meccanismi di prelievo automatizzati che caricano i pezzi grezzi forgiati o fusi direttamente dai nastri trasportatori, semplificando la transizione dalle operazioni di tornitura a quelle di foratura e smussatura senza intervento manuale. Questa configurazione è particolarmente adatta agli acquirenti che gestiscono volumi medi di produzione di flange standardizzate con collo a saldare e slip-on, offrendo un ingombro compatto ideale per gli impianti con vincoli di spazio nei centri di produzione urbani europei o brasiliani. Gli acquirenti B2B dovrebbero valutare la capacità del mandrino della macchina, le dimensioni del magazzino utensili e la rigidità della colonna verticale per garantire la compatibilità con le loro specifiche gamme di diametri delle flange e i requisiti di finitura superficiale.
Perché scegliere i sistemi di trasferimento rotante a stazioni multiple per la produzione di flange in grandi volumi?
I sistemi di trasferimento rotativo a più stazioni utilizzano layout circolari o lineari con postazioni di lavoro dedicate che eseguono operazioni simultanee di tornitura, foratura, maschiatura e rivestimento su più flange contemporaneamente, riducendo drasticamente i tempi di ciclo. Questi sistemi eccellono negli ambienti di produzione di massa dove gli acquirenti africani ed europei richiedono una produzione costante di flange di dimensioni standardizzate per i settori idraulico, automobilistico o dell'edilizia in generale. Sebbene l'investimento iniziale sia notevole, l'economia del costo per pezzo favorisce i contratti per volumi elevati, superiori a 10.000 unità all'anno; tuttavia, i team di approvvigionamento devono valutare attentamente i tempi di cambio formato prolungati e la flessibilità limitata per i progetti di flange personalizzate quando specificano queste linee di produzione dedicate.
Cosa rende i centri di lavoro universali a 5 assi per flange essenziali per le geometrie complesse?
I centri di lavoro universali a 5 assi per flange offrono capacità di interpolazione simultanea su cinque assi, consentendo il completamento in un'unica configurazione di geometrie complesse, tra cui fori per bulloni angolati, superfici di tenuta sagomate e profili irregolari delle flange richiesti nelle applicazioni aerospaziali e petrolchimiche specializzate. Queste macchine eliminano l'errore cumulativo associato a più impostazioni, un aspetto critico per gli acquirenti che si approvvigionano di flange in lega di precisione in Brasile o in Arabia Saudita, dove l'integrità a prova di perdite è fondamentale. Al momento di scegliere i sistemi a 5 assi, i responsabili delle decisioni B2B devono verificare la rigidità della macchina durante il movimento simultaneo degli assi, i controlli di stabilità termica e assicurarsi che la compatibilità del software CAM corrisponda alle capacità del team di ingegneri, per giustificare l'investimento e i requisiti di formazione.
Applicazioni industriali chiave del centro di lavoro speciale per flange
| Industria/Settore | Applicazione specifica del centro di lavoro speciale per flange | Valore/Beneficio per l'azienda | Considerazioni chiave sull'approvvigionamento per questa applicazione |
|---|---|---|---|
| Lavorazione di petrolio, gas e prodotti petrolchimici | Flange per tubazioni ad alta pressione, connettori per teste di pozzo e lastre di tubi per scambiatori di calore che richiedono la conformità alle norme API 6A/6D. | Elimina le vie di fuga in ambienti con gas acidi; riduce i tassi di guasto sul campo grazie alla finitura superficiale di precisione e all'assoluta planarità della superficie di tenuta | Verificare la certificazione ATEX per l'integrazione dell'automazione; richiedere la tracciabilità dei materiali (certificati 3.1) e una comprovata capacità di lavorazione delle superleghe. |
| Generazione di energia ed energie rinnovabili | Flange di involucri di turbine, anelli di base di torri eoliche, connettori di condotte idroelettriche e superfici di tenuta di recipienti a pressione nucleari. | Garantisce l'integrità del ciclo termico; consente la trasmissione di coppie elevate con una perdita minima di energia; supporta il funzionamento continuo nei periodi di picco della domanda. | Confermare la capacità di affrontare grandi diametri (oscillazione di oltre 2 m); verificare le potenze del mandrino per il taglio di Inconel e leghe termoresistenti. |
| Infrastrutture per il trattamento e la desalinizzazione dell'acqua | Flange per stazioni di pompaggio di grandi dimensioni, tappi per recipienti a pressione per osmosi inversa e corpi di valvole municipali per ambienti salini e clorurati. | Offre superfici di tenuta resistenti alla corrosione che prevengono la corrosione interstiziale; supporta il tempo di attività operativa 24/7, fondamentale per le infrastrutture sanitarie pubbliche. | Privilegiare l'esperienza nella lavorazione dell'acciaio inossidabile (316L/Duplex); garantire sistemi di raffreddamento ad alta pressione e gestione dei trucioli per la lavorazione continua dell'acciaio inossidabile. |
| Costruzioni pesanti e infrastrutture | Flange di collegamento in acciaio strutturale, piastre di supporto per ponti e mozzi per teste di frese per macchine da tunnel | Accelera le tempistiche dei progetti grazie all'elaborazione automatizzata dei lotti; mantiene la tolleranza geometrica su diversi spessori di materiale e pezzi grezzi forgiati. | Valutare l'automazione del cambio pallet per una produzione ad alta miscelazione; valutare le specifiche di rigidità del piano macchina per tagli interrotti su acciaio al carbonio a sezione pesante. |
In che modo i centri di lavoro speciali per flange garantiscono l'integrità nelle operazioni ad alta pressione nel settore del petrolio e del gas?
Nelle operazioni upstream e midstream in Arabia Saudita, Emirati Arabi Uniti e Brasile, i centri di lavorazione speciale delle flange producono flange per condotte e componenti per teste di pozzo che devono resistere a pressioni estreme e ad ambienti corrosivi di gas acido. Le attrezzature risolvono i problemi di tenuta critici fornendo finiture superficiali di livello micron sulle superfici di tenuta RTJ (Ring Type Joint) e RF (Raised Face), prevenendo perdite catastrofiche che potrebbero bloccare la produzione. Gli acquirenti di queste regioni dovrebbero privilegiare macchine con configurazioni rigide a mandrino orizzontale in grado di eseguire tagli pesanti in Inconel e acciaio inossidabile duplex, assicurandosi che i fornitori forniscano la documentazione completa di conformità API 6A e i certificati di tracciabilità dei materiali, essenziali per le operazioni di estrazione offshore e nel deserto.
Che cosa rende critica la lavorazione specializzata delle flange per le infrastrutture del settore energetico?
Dalle centrali a ciclo combinato in Medio Oriente agli impianti idroelettrici in Brasile e nell'Europa dell'Est, questi centri di lavoro producono flange dell'involucro delle turbine e scudi terminali dei generatori che richiedono un'assoluta planarità geometrica per mantenere l'efficienza termica e prevenire le perdite di vapore. La tecnologia affronta la fatica dei cicli termici creando superfici di tenuta perfettamente parallele che resistono a differenze di temperatura estreme senza degradarsi. Gli acquirenti internazionali devono verificare la capacità del centro di eseguire rivestimenti di grande diametro, che spesso superano i due metri per gli anelli di base delle torri eoliche, e confermare le capacità dei mandrini a coppia elevata necessarie per la lavorazione di superleghe a base di nichel, assicurandosi che l'interfaccia di automazione supporti la produzione a luce spenta per i programmi di produzione continui del settore energetico.
Perché le soluzioni di lavorazione automatizzata delle flange sono essenziali per i progetti di infrastrutture idriche?
Mentre le nazioni africane e i paesi del Medio Oriente espandono le reti idriche municipali e la capacità di desalinizzazione, i centri di lavorazione delle flange producono flange per pompe di grande diametro e tappi di recipienti a pressione per l'osmosi inversa esposti ad ambienti aggressivi salini e clorurati. Le attrezzature specializzate risolvono i problemi di resistenza alla corrosione ottenendo finiture superficiali precise su acciaio inossidabile 316L e leghe duplex che prevengono la corrosione interstiziale e garantiscono decenni di funzionamento senza manutenzione. I team di approvvigionamento dovrebbero cercare macchine con una corsa del mandrino estesa per la foratura profonda e sistemi di raffreddamento ad alta pressione in grado di gestire la lavorazione di leghe di titanio, garantendo capacità di produzione continua per progetti di infrastrutture idriche critiche in cui i tempi di inattività delle attrezzature sono inaccettabili.
Come possono i costruttori edili ottimizzare la produzione di flange strutturali per le infrastrutture globali?
Per la costruzione di ponti in Europa e per i progetti di infrastrutture minerarie in Sud America, questi centri automatizzano la produzione di flange di collegamento strutturale e di mozzi per frese per tunnel, dove la coerenza geometrica determina direttamente la sicurezza del carico e la longevità del progetto. I centri di lavorazione risolvono i colli di bottiglia della produzione integrando tornitura grezza, sfacciatura di precisione, foratura e smussatura in un unico setup, eliminando gli errori di posizionamento cumulativi associati al riposizionamento manuale. Gli acquirenti dovrebbero valutare i sistemi di automazione per il cambio pallet che consentono la produzione non presidiata di flange di dimensioni miste da pezzi grezzi forgiati, verificando al contempo le specifiche di rigidità del basamento della macchina, necessarie per gestire i tagli interrotti sull'acciaio al carbonio a sezione pesante tipico delle applicazioni strutturali.

Un'immagine stock relativa al Centro di lavoro speciale per flange.
3 punti dolenti comuni per gli utenti del ‘Centro di lavoro speciale per flange’ e relative soluzioni
Scenario 1: Inefficienza del multi-setup ed errori di posizionamento cumulativi
Il problema: Affidarsi a centri di lavoro verticali standard per la produzione di flange costringe i produttori a eseguire le operazioni di tornitura, foratura e smussatura in operazioni separate. Ogni ricampionamento del pezzo introduce errori di posizionamento cumulativi che compromettono le superfici di tenuta critiche, mentre i tempi di attrezzaggio prolungati creano colli di bottiglia nella produzione. Questo approccio frammentato aumenta i tassi di scarto e i costi di manodopera, in particolare quando si tratta di ordini di grandi volumi per infrastrutture petrolifere e del gas, dove le tolleranze geometriche devono rimanere costanti per migliaia di unità.
La soluzione: Implementare centri di lavoro dedicati alle flange con configurazioni integrate a più stazioni e sistemi di trasferimento automatico dei pezzi. Queste macchine completano le operazioni di tornitura, foratura e smussatura in un unico ciclo di serraggio, eliminando gli errori di riposizionamento e riducendo i tempi di ciclo fino a 60%. Cercate sistemi con automazione alimentata da convogliatori per consentire flussi di produzione continui, assicurando una precisione costante su acciaio al carbonio, acciaio inossidabile e materiali legati senza l'intervento dell'operatore tra le operazioni.
Scenario 2: Come mantenere la precisione nella lavorazione di flange di grande diametro?
Il problema: La lavorazione di flange di grande diametro per tubazioni e applicazioni petrolchimiche genera forze di taglio notevoli che i centri verticali standard non sono in grado di gestire adeguatamente. Le vibrazioni eccessive durante l'asportazione di materiale pesante causano una scarsa finitura superficiale, un'usura accelerata degli utensili e un'instabilità dimensionale, particolarmente problematica quando si affrontano componenti con fori di grandi dimensioni e diametro superiore a 500 mm. Queste limitazioni compromettono le superfici parallele essenziali per la tenuta delle guarnizioni ad alta pressione nei progetti di infrastrutture critiche.
La soluzione: Scegliete centri di lavoro orizzontali progettati con strutture del basamento rinforzate e mandrini ad alta coppia specifici per le operazioni di rivestimento delle flange. Queste configurazioni rigide riducono al minimo le vibrazioni durante il taglio aggressivo delle flange a parete spessa, garantendo una qualità superficiale superiore e tolleranze ristrette. Verificate che la macchina offra una corsa dell'asse X e una capacità di peso del pezzo sufficienti ad accogliere componenti di tubazioni sovradimensionati, mantenendo la precisione richiesta per la conformità agli standard ASME e API negli ambienti di produzione di petrolio e gas.
Scenario 3: Tempi di cambio formato prolungati che limitano la flessibilità della produzione
Il problema: I produttori che operano in diversi settori industriali devono spesso affrontare lunghi periodi di cambio formato per passare da una flangia all'altra, da un materiale all'altro o da specifiche personalizzate. Le configurazioni tradizionali richiedono regolazioni e riprogrammazioni manuali delle attrezzature, che lasciano inattivi i macchinari per ore, erodendo la redditività degli ordini di piccoli lotti comuni nei mercati dell'edilizia e della produzione di energia. Questa rigidità impedisce una risposta agile alle fluttuazioni della domanda nelle catene di fornitura internazionali in regioni come il Sud America e il Medio Oriente.
La soluzione: Utilizzate centri di lavoro di tipo pick-up con attrezzature modulari a cambio rapido e sistemi di gestione automatica degli utensili compatibili con la robotica FANUC. Queste piattaforme versatili consentono di passare rapidamente da un diametro di flangia all'altro e da un tipo di materiale all'altro, dall'acciaio al carbonio alle leghe esotiche, senza bisogno di grandi riconfigurazioni. L'integrazione del caricamento robotizzato favorisce inoltre il funzionamento non presidiato in cicli di produzione misti, massimizzando l'utilizzo delle risorse e garantendo al contempo una qualità costante in base a diversi standard internazionali per i mercati di esportazione globali.
Guida alla scelta strategica dei materiali per il centro di lavoro speciale per flange
La selezione del materiale ottimale per il pezzo da lavorare rappresenta un punto critico per i team di approvvigionamento che investono in centri di lavorazione speciali per flange, con un impatto diretto sui budget per gli utensili, sui tempi di ciclo e sulla longevità del prodotto finale in settori esigenti come l'oil & gas e la lavorazione petrolchimica. La comprensione delle caratteristiche di lavorabilità e delle prestazioni specifiche di ciascuna lega garantisce l'allineamento tra le capacità delle attrezzature e i requisiti di produzione in diversi ambienti operativi.
Quali sono i gradi di acciaio al carbonio che offrono il miglior equilibrio tra lavorabilità e resistenza per le flange industriali?
L'acciaio al carbonio rimane il materiale predominante dei pezzi lavorati sui centri di lavoro speciali per flange, in particolare i gradi ASTM A105 e A350 LF2 preferiti nelle infrastrutture per il petrolio e il gas in Medio Oriente e in Sud America. Questi materiali presentano eccellenti caratteristiche di lavorabilità, che consentono elevate velocità di taglio e una maggiore durata degli utensili durante le operazioni di sfacciatura, foratura e filettatura. La saldabilità del materiale e la moderata resistenza alla trazione lo rendono ideale per la produzione di grandi volumi di flange standard ANSI/ASME, dove la resistenza alla corrosione non è la preoccupazione principale. Tuttavia, gli acquirenti devono tenere presente che l'acciaio al carbonio richiede rivestimenti protettivi o zincatura per gli ambienti offshore o umidi, aggiungendo fasi di lavorazione secondarie che possono influire sui tempi di consegna.
In che modo la selezione dell'acciaio inossidabile austenitico influisce sulla precisione nella produzione di flange?
Gli acciai inossidabili 304 e 316 dominano i processi chimici e le applicazioni marine, dove l'integrità delle flange deve resistere a mezzi corrosivi aggressivi e a cicli ad alta temperatura. Pur offrendo una resistenza alla corrosione superiore rispetto alle alternative al carbonio, queste leghe austenitiche presentano sfide uniche per i centri di lavorazione, a causa della tendenza all'indurimento da lavoro e della bassa conducibilità termica che può portare all'accumulo di calore sul bordo di taglio. Utensili specializzati con geometrie ottimizzate e sistemi di raffreddamento ad alta pressione diventano essenziali per prevenire la formazione di galla e garantire finiture superficiali precise sulle facce di tenuta critiche. La stabilità del materiale durante i cicli termici lo rende indispensabile per le raffinerie petrolchimiche in Europa e nel mondo.

Un'immagine stock relativa al Centro di lavoro speciale per flange.
Uno sguardo approfondito: Processi di produzione e garanzia di qualità per il centro di lavoro speciale per flange
Per i team di approvvigionamento B2B dei settori petrolifero e del gas, petrolchimico e delle costruzioni pesanti in Africa, Sud America, Medio Oriente ed Europa, la comprensione del DNA produttivo di un centro di lavoro speciale per flange è fondamentale per la mitigazione dei rischi e l'affidabilità della catena di fornitura. Questi sistemi specializzati si differenziano fondamentalmente dalle apparecchiature CNC generiche per l'integrazione dedicata di operazioni specifiche per le flange, la gestione automatizzata dei materiali e i rigorosi protocolli di qualità progettati per la produzione in grandi volumi e ad alta precisione.
Quali processi di lavorazione integrati definiscono un centro di lavorazione speciale per flange?
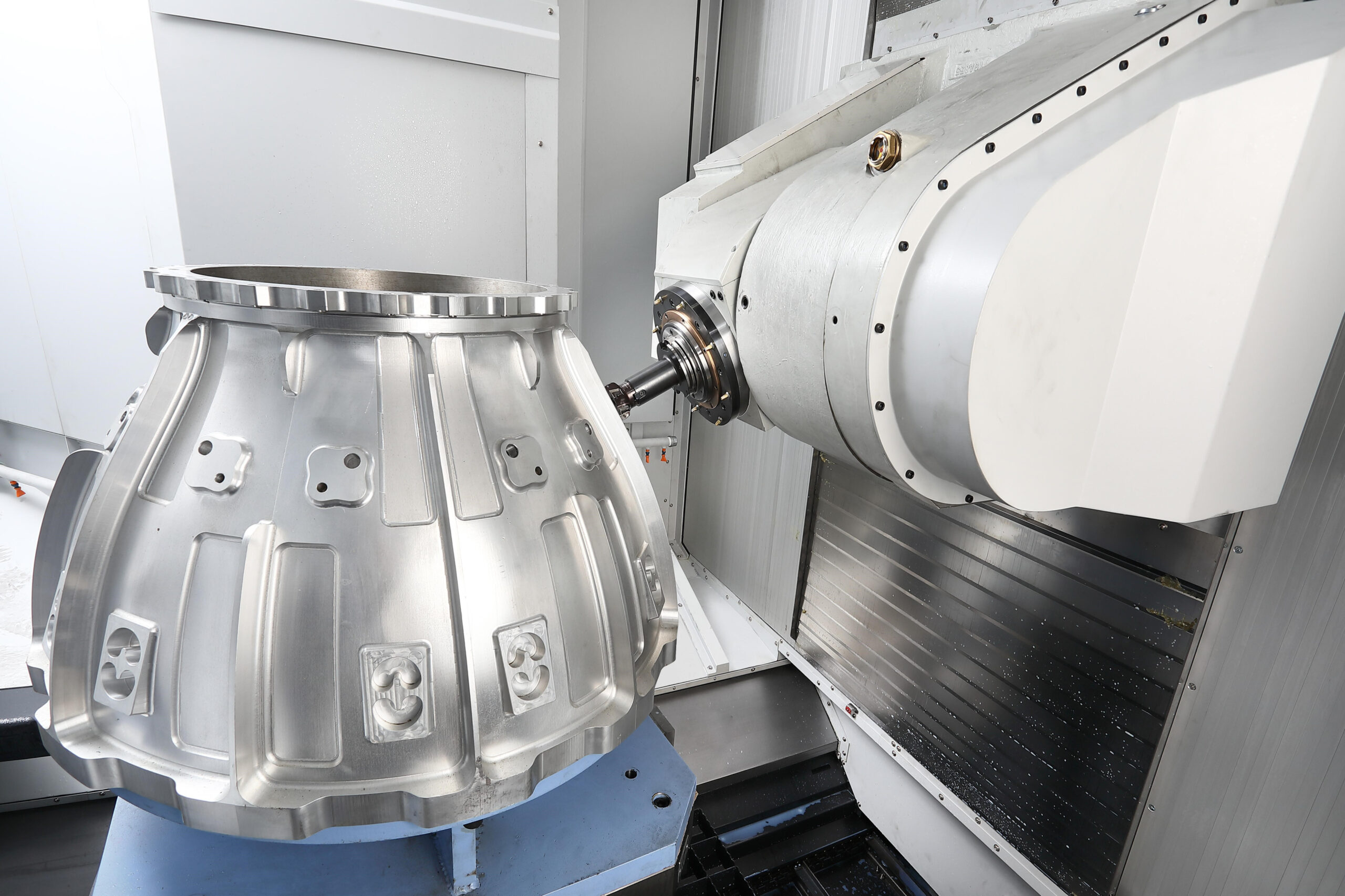
A differenza delle frese verticali standard, che richiedono più configurazioni, i centri di lavoro dedicati alle flange consolidano le operazioni di tornitura, sfacciatura, foratura e smussatura in un unico flusso di lavoro automatizzato. Il processo inizia con il caricamento delle materie prime sui sistemi di trasporto, dove mandrini di prelievo o bracci robotici trasferiscono i pezzi grezzi attraverso postazioni di lavoro sequenziali. Le configurazioni di lavorazione orizzontali dominano questo spazio, garantendo un'evacuazione superiore dei trucioli e consentendo il caricamento assistito dalla gravità per i pezzi in acciaio al carbonio e leghe pesanti. Fondamentale per questa integrazione è l'operazione di flangiatura, in cui utensili da taglio specializzati generano superfici di tenuta lisce, piatte e perfettamente parallele, essenziali per l'integrità delle guarnizioni nelle applicazioni di tubazioni ad alta pressione.
In che modo la configurazione del CNC multiasse influisce sulla complessità e sulla tolleranza della flangia?
I moderni centri di lavorazione speciale per flange utilizzano il controllo simultaneo a 3, 4 e 5 assi per gestire sia le flange standard ASME/EN che le complesse geometrie personalizzate. Mentre i sistemi a 3 assi gestiscono in modo efficiente le flange convenzionali a collo di saldatura e slip-on, le tavole rotanti a 4 e 5 assi consentono la lavorazione completa di flange cieche e configurazioni di mozzi speciali in un unico serraggio. Questa capacità multiasse elimina gli errori di tolleranza cumulativa che si verificano durante il riposizionamento, ottenendo precisioni di posizionamento spesso entro ±0,01 mm. Per gli acquirenti di componenti di precisione per infrastrutture critiche, ciò si traduce in parti intercambiabili che mantengono l'integrità della tenuta in caso di differenze di temperatura e pressione estreme.
Quali misure di controllo della rigidità e delle vibrazioni garantiscono l'integrità della superficie?
La rigidità strutturale del basamento della macchina è direttamente correlata alla qualità della finitura superficiale e alla durata degli utensili. I basamenti in ghisa di alta qualità o in composito polimerico con colonne rinforzate riducono al minimo le microvibrazioni durante le operazioni di asportazione di materiale pesante. Questa stabilità è fondamentale quando si lavora l'acciaio inossidabile o le leghe esotiche comuni nelle applicazioni petrolchimiche mediorientali e offshore brasiliane, dove le forze di taglio generano una significativa espansione termica. I sistemi avanzati incorporano algoritmi di compensazione termica e cuscinetti del mandrino che smorzano le vibrazioni, assicurando che le operazioni di spianatura producano finiture superficiali Ra 3,2 o superiori, necessarie per le guarnizioni metallo-metallo, senza operazioni secondarie di rettifica.
Quali sono le fasi di assicurazione automatica della qualità che verificano la preparazione della superficie delle guarnizioni?
L'assicurazione della qualità nella produzione di flange è un processo continuo piuttosto che un punto di controllo finale. L'ispezione in-process con sistemi di misura a contatto o laser verifica le dimensioni critiche, come il diametro del cerchio del bullone, lo spessore della flangia e la concentricità del foro, mentre il pezzo rimane fissato. Il monitoraggio automatico dell'usura degli utensili regola i parametri di taglio in tempo reale per evitare la deriva dimensionale durante i lunghi cicli di produzione. Per le superfici di tenuta, le attrezzature specializzate per il rivestimento delle flange incorporano meccanismi di feedback che confermano la planarità parallela con un'approssimazione di 0,05 mm su tutta la superficie, assicurando la compatibilità con le guarnizioni di giunzione a spirale e ad anello specificate negli standard ASME B16.5 ed EN 1092-1.
In che modo i protocolli specifici per i materiali trattano le flange in acciaio al carbonio, acciaio inossidabile e leghe?
Materiali di base diversi richiedono strategie di lavorazione diverse per evitare l'incrudimento e mantenere l'integrità metallurgica. Le flange in acciaio al carbonio sono tipicamente sottoposte a lavorazioni ad alta velocità con inserti in carburo rivestiti, mentre gli acciai inossidabili austenitici richiedono velocità di taglio ottimizzate e un'erogazione di refrigerante per evitare la formazione di galla e la contaminazione della superficie. Per gli acciai inossidabili duplex e super-duplex, utilizzati prevalentemente nei progetti di desalinizzazione dell'Arabia Saudita e nei progetti offshore della Nigeria, i centri di lavorazione utilizzano sistemi di raffreddamento criogenico o ad alta pressione per gestire la generazione di calore. I trattamenti superficiali successivi alla lavorazione, tra cui la passivazione per l'acciaio inossidabile e i rivestimenti protettivi per l'acciaio al carbonio, sono spesso integrati nella linea di produzione per prevenire la corrosione durante le spedizioni internazionali in climi umidi.
Quali sono gli standard di documentazione e certificazione che supportano gli acquisti globali B2B?
Gli impianti di produzione certificati ISO 9001 forniscono la documentazione necessaria per il commercio internazionale e la conformità alle normative. Ogni lotto di flange riceve i certificati dei materiali (3.1 o 3.2 secondo la norma EN 10204), i rapporti di ispezione dimensionale e le registrazioni dei test non distruttivi (NDT), quando specificato. La verifica con macchine di misura a coordinate (CMM) genera rapporti dettagliati sul posizionamento dei fori per i bulloni e sull'inclinazione delle facce, essenziali per gli acquirenti dei mercati europei con requisiti rigorosi della PED (Pressure Equipment Directive). I sistemi di tracciabilità collegano ogni componente ai numeri di calore delle materie prime e ai parametri di lavorazione, creando percorsi di verifica che soddisfano le specifiche del progetto per le major del petrolio e del gas che operano in Brasile, Sudafrica e nella regione del CCG.
Sfruttando questi processi di produzione integrati e protocolli di garanzia della qualità a più livelli, i centri di lavorazione speciale delle flange offrono la coerenza dimensionale e l'affidabilità metallurgica richieste dai progetti infrastrutturali internazionali. Per i team di approvvigionamento, la verifica di queste capacità assicura che le flange acquistate funzionino in modo affidabile nelle applicazioni critiche di condotte e recipienti a pressione, riducendo al minimo i costosi guasti sul campo e i tempi di inattività per la manutenzione.
Guida pratica all'approvvigionamento: Una lista di controllo passo dopo passo per ‘Centro di lavoro speciale per flange’.’
L'acquisto di un centro di lavoro speciale per flange rappresenta un investimento di capitale significativo che richiede una valutazione strategica al di là delle specifiche tecniche di base. Per gli acquirenti industriali che operano nei mercati emergenti - dal settore energetico offshore del Brasile ai complessi petrolchimici dell'Arabia Saudita - la scelta dell'attrezzatura giusta ha un impatto diretto sull'efficienza produttiva, sulla conformità alle normative e sul ROI a lungo termine. Questa pratica lista di controllo fornisce un quadro strutturato per valutare le capacità delle macchine, l'affidabilità dei fornitori e la prontezza operativa.
1. Come si definiscono i requisiti di lavorazione delle flange e il volume di produzione?
Iniziate a catalogare i vostri tipi di flange specifiche - a collo di saldatura, cieche, slip-on o filettate - e le specifiche dei materiali, che vanno dall'acciaio al carbonio standard agli acciai inossidabili duplex e alle leghe di nichel. Determinate la produzione annuale richiesta, le dimensioni tipiche dei lotti e le gamme dimensionali, compresi il diametro e lo spessore massimi. Le operazioni ad alto volume per la trasmissione di petrolio e gas richiedono macchine con sistemi di trasferimento automatico tra le stazioni di tornitura, foratura e smussatura, mentre le officine di fabbricazione personalizzate necessitano di capacità di cambio rapido per gestire flange di diverse dimensioni.
2. Quali sono le funzioni di configurazione e automazione della macchina da privilegiare?
Valutate centri di lavoro orizzontali dotati di postazioni di lavoro multiple che riducono al minimo i tempi di allestimento e i costi di manodopera grazie a sistemi di trasporto integrati per il caricamento dei pezzi grezzi. Privilegiare la compatibilità robotica con controllori CNC standard del settore e cambi utensili automatizzati in grado di accogliere vari utensili da taglio per operazioni di sfacciatura, alesatura e filettatura. Per le regioni in cui c'è carenza di manodopera specializzata, scegliere macchine con interfacce di programmazione intuitive e capacità di diagnostica remota per ridurre al minimo la dipendenza da visite tecniche all'estero.
3. Quali certificazioni di qualità e standard di precisione non sono negoziabili?
Verificare che i produttori di attrezzature mantengano la certificazione di gestione della qualità ISO 9001 e la conformità agli standard specifici del settore, come API 6A per le attrezzature per teste di pozzo o ASME B16.5 per le flange per tubi. Valutare la rigidità strutturale della macchina e i sistemi di smorzamento delle vibrazioni, che hanno un impatto diretto sulla qualità della finitura superficiale e sull'integrità della superficie di tenuta necessaria per le applicazioni ad alta pressione. Informatevi sui sistemi di misura integrati nel processo che forniscono un feedback sulla qualità in tempo reale.
4. Come valutate l'esperienza dei fornitori e l'infrastruttura di supporto regionale?
Indagare sul curriculum del produttore nell'industria pesante e sulla sua esperienza specifica nei mercati dell'Africa, del Sud America e del Medio Oriente. Confermare la disponibilità di reti di assistenza localizzate, di documentazione tecnica multilingue e di centri di distribuzione dei ricambi a livello regionale. Richiedere referenze contattabili da parte di acquirenti che operano in condizioni climatiche e ambienti di rete elettrica simili per convalidare le prestazioni della macchina in base ai vincoli operativi locali.
5. Qual è il vero costo totale di proprietà oltre al prezzo di acquisto?
Calcolate i costi completi del ciclo di vita, compresi la logistica del trasporto marittimo, i dazi all'importazione, l'installazione e le spese di messa in servizio specifiche per la vostra sede. Tenete conto dei tassi di consumo energetico, degli intervalli di manutenzione raccomandati e della disponibilità di materiali di consumo locali e di utensili da taglio di ricambio. Negoziate termini di garanzia estesi, contratti di manutenzione preventiva e opzioni di finanziamento che si allineino ai vostri cicli di spesa in conto capitale e alle strutture bancarie locali.
6. Perché i test di accettazione in fabbrica e la formazione degli operatori sono essenziali?
Prima della spedizione finale, commissionate un test di accettazione in fabbrica (FAT), utilizzando i vostri disegni reali della flangia, campioni di materiale o simulazioni di produzione per verificare i tempi di ciclo e la precisione. Assicuratevi che il fornitore fornisca programmi di formazione completi sulla programmazione CNC, sulla manutenzione preventiva e sui protocolli di risoluzione dei problemi per gli operatori e i team di manutenzione locali. Assicuratevi una documentazione tecnica completa, compresi i disegni elettrici e meccanici, per supportare il funzionamento autonomo a lungo termine.

Un'immagine stock relativa al Centro di lavoro speciale per flange.
Analisi completa dei costi e dei prezzi per l'approvvigionamento del centro di lavoro speciale per flange
L'approvvigionamento di centri di lavoro speciali per flange richiede la comprensione di una complessa struttura dei costi che va ben oltre la spesa iniziale di capitale. Per i team di approvvigionamento dei mercati emergenti come il Brasile, l'Arabia Saudita e l'Africa, bilanciare le capacità produttive avanzate con il costo totale di proprietà richiede un'attenta analisi dei livelli di automazione, della compatibilità dei materiali e dei fattori logistici regionali che incidono significativamente sulle cifre dell'investimento finale.
Quali sono i principali fattori di costo nell'acquisizione di centri di lavoro speciali per flange?
Il prezzo base della macchina varia in modo significativo in base alla configurazione degli assi e al livello di automazione. I sistemi CNC a 3 assi di base offrono costi iniziali più bassi, ma in genere richiedono configurazioni multiple per le geometrie complesse delle flange, aumentando le spese di manodopera e i tempi di ciclo. Al contrario, i centri di lavoro orizzontali integrati a 5 assi con trasferimento automatico dei pezzi tra le stazioni di tornitura, foratura e smussatura hanno prezzi più elevati, spesso 40-60% in più rispetto alle configurazioni standard, ma eliminano l'intervento manuale e riducono il tempo di lavorazione per pezzo fino a 70%. Le capacità di movimentazione dei materiali influenzano ulteriormente i costi; le macchine configurate per il taglio pesante di leghe speciali e acciaio inossidabile richiedono una maggiore rigidità e mandrini specializzati, aggiungendo 15-25% alla configurazione base rispetto ai sistemi per il solo acciaio al carbonio.
Qual è l'impatto dell'automazione sul costo totale di proprietà e sul ROI?
Sebbene l'integrazione robotica con i sistemi compatibili FANUC e le postazioni di lavoro alimentate da convogliatori aumenti l'investimento iniziale da $50.000 a $150.000, il ritorno sull'investimento si manifesta con una riduzione della dipendenza dalla manodopera e una maggiore sicurezza sul posto di lavoro. Per la produzione di grandi volumi, comune nelle applicazioni del settore petrolifero e del gas in Medio Oriente, il trasferimento automatizzato tra le operazioni riduce al minimo i tempi di allestimento e consente una produzione continua durante i cambi di turno. Gli acquirenti dovrebbero calcolare i punti di pareggio in base all'economia del lavoro locale: l'automazione si giustifica in genere entro 18-24 mesi nei mercati europei, mentre la tempistica si allunga nelle regioni con strutture salariali più basse. I contratti di manutenzione per i componenti robotizzati e i cambi utensili automatici richiedono un budget costante, soprattutto quando si lavorano materiali abrasivi che accelerano l'usura.
Quali costi nascosti devono prevedere gli acquirenti internazionali quando si riforniscono a livello globale?
Oltre al prezzo FOB, i team di approvvigionamento devono tenere conto del trasporto marittimo per i macchinari pesanti (in genere $8.000-$25.000 a seconda dell'accessibilità del porto di destinazione), dei dazi all'importazione che variano da 5% nei paesi del CCG a 18-35% in Brasile e in alcuni mercati africani selezionati e dei costi di supervisione dell'installazione. La formazione rappresenta un'altra voce critica; un'istruzione completa dell'operatore su sistemi a più postazioni richiede di solito 2-3 settimane di supporto specialistico in loco. Inoltre, verificate se i preventivi includono la documentazione di conformità alla norma ISO 9001 e la certificazione CE richiesta per i mercati europei, in quanto l'aggiunta successiva di queste certificazioni può costare 10-15% del valore iniziale della macchina e ritardare le tempistiche del progetto.
Come possono i buyer ottimizzare i prezzi attraverso la valutazione strategica dei fornitori?
Valutate i fornitori che offrono soluzioni "chiavi in mano" che abbinano centri di lavoro con reti di ingegneria applicativa e assistenza post-vendita nella vostra regione. I produttori asiatici spesso offrono prezzi competitivi su sistemi a 3-4 assi con tempi di consegna più brevi, mentre i fornitori europei applicano prezzi maggiorati per le linee di tornitura orizzontale specializzate, ma offrono una precisione superiore per le operazioni critiche di rivestimento delle flange. Richiedete informazioni dettagliate sulla disponibilità dei ricambi e sulla copertura dell'assistenza: i tempi di inattività prolungati a causa di componenti non disponibili possono vanificare rapidamente i risparmi iniziali. Negoziate termini di garanzia estesi per i mandrini e i sistemi di controllo critici e insistete su contratti di manutenzione a prezzo fisso per i primi due anni, per proteggervi dai rischi di fluttuazione valutaria comuni nelle transazioni internazionali B2B.
Analisi delle alternative: Confronto tra il centro di lavoro speciale per flange e altre soluzioni
Quando si valutano le attrezzature per la produzione di flange, i team di approvvigionamento devono soppesare la specializzazione e la flessibilità. Mentre i centri di lavoro speciali per flange offrono un'automazione integrata per la produzione di componenti per condotte in grandi volumi, due approcci alternativi dominano il mercato: i centri di tornitura CNC standard che richiedono operazioni secondarie e i centri di lavoro verticali dotati di tavole rotanti a quarto asse. Ciascuna alternativa presenta compromessi economici e operativi distinti che incidono sul costo totale di proprietà, in particolare per gli acquirenti dei mercati industriali emergenti che devono bilanciare i vincoli di investimento iniziale con gli obiettivi di produttività a lungo termine.
| Aspetto comparativo | ‘Centro di lavoro speciale per flange’ | Centri di tornitura CNC standard | Centri di lavoro verticali (4º asse) |
Proprietà tecniche essenziali e terminologia commerciale per il centro di lavorazione speciale delle flange
Quando valutano le attrezzature per la produzione di flange, i team di approvvigionamento devono distinguere tra le specifiche generiche del CNC e i parametri specializzati che determinano la qualità della superficie di tenuta, l'efficienza del ciclo e la conformità agli standard internazionali per le condutture. Le seguenti proprietà tecniche e la terminologia commerciale forniscono il quadro necessario per lo sviluppo delle specifiche e la qualificazione dei fornitori.
Quali sono le specifiche tecniche che definiscono i centri di lavoro per flange ad alte prestazioni?
Capacità di interpolazione multiasse simultanea
I moderni centri di lavoro speciali per flange utilizzano l'interpolazione simultanea a 4 o 5 assi per lavorare profili complessi di colli di saldatura e facce angolate in un unico setup. A differenza del posizionamento standard a 3 assi, la lavorazione simultanea mantiene una rigorosa concentricità (tipicamente ≤0,01 mm) tra il foro e la circonferenza del bullone, eliminando gli errori di tolleranza cumulativi derivanti da più impostazioni.
Valori di coppia e densità di potenza del mandrino
Per il taglio pesante di acciai al carbonio e legati forgiati, valutare le coppie nominali per servizio continuo (50-100+ Nm) piuttosto che i cavalli di picco. I mandrini a coppia elevata che operano a intervalli di giri inferiori (500-2.000 giri/min) gestiscono tagli interrotti su flange fuse o forgiate, riducendo al minimo le vibrazioni che compromettono la finitura della superficie di tenuta.
Vincoli dell'involucro di lavoro e del diametro di oscillazione
Il diametro massimo di oscillazione sul piano di lavoro determina la dimensione massima della flangia (ad esempio, ANSI 60″ Classe 600) che l'apparecchiatura può lavorare. Assicurarsi che la corsa dell'asse X superi il diametro del cerchio del bullone più grande di almeno 20% per tenere conto del gioco dell'utensile e della sporgenza dell'attrezzatura durante le operazioni di foratura.
Precisione di posizionamento e compensazione termica
Per la conformità alle norme API 6A e ASME B16.5, specificare macchine con precisione posizionale ≤0,005 mm e ripetibilità bidirezionale ≤0,003 mm. I sistemi di retroazione della riga di vetro lineare e di compensazione della deriva termica mantengono le tolleranze di planarità critiche sulle superfici di tenuta delle facce rialzate e dei giunti ad anello (RTJ) per lunghi cicli di produzione.
Trasferimento e automazione dei pezzi integrati
I centri avanzati incorporano sistemi di prelievo automatico che trasferiscono le flange tra le stazioni di tornitura, foratura e smussatura tramite trasportatori interni o movimentazione robotizzata. Questa integrazione riduce l'intervento manuale di 60-70% e consente una produzione continua di componenti per tubazioni con un inventario WIP minimo.
Quali termini specifici del settore regolano le operazioni di lavorazione delle flange?
Rivestimento della flangia
Processo di lavorazione di precisione per la creazione di superfici di tenuta lisce, piatte e parallele (faccia rialzata, faccia piana o scanalatura anulare) che assicurano l'integrità della compressione della guarnizione in condizioni di alta pressione delle tubazioni. Le operazioni di sfacciatura richiedono frese specializzate con capacità di microalimentazione per ottenere finiture superficiali di 3,2-6,3 Ra.
Cicli in scatola per i modelli di fori dei bulloni
Subroutine CNC pre-programmate (come i cicli di foratura G81 con calcolo del cerchio di bulloni) che automatizzano la lavorazione di fori per bulloni equidistanti lungo la circonferenza della flangia. Questi cicli garantiscono la conformità ai modelli ASME B16.5, riducendo al contempo i tempi di programmazione per i diametri variabili dei cerchi di passo.
Refrigerante passante (TSC)
Erogazione di refrigerante ad alta pressione (70-150 bar) canalizzata direttamente attraverso l'asse dell'utensile, essenziale per l'evacuazione dei trucioli durante la foratura profonda dei bulloni delle flange. Il TSC prolunga la durata dell'utensile nelle applicazioni in acciaio inossidabile e superleghe, evitando l'indurimento del lavoro durante i tagli interrotti.
Configurazione di lavorazione Pick-Up
Una configurazione di produzione in cui la macchina trasferisce automaticamente il pezzo tra più stazioni di lavoro (tornitura grezza, finitura, foratura, maschiatura) utilizzando mandrini di prelievo interni o trasportatori. Questa configurazione consente la lavorazione completa in un unico bloccaggio, mantenendo la coerenza dell'origine per le superfici di tenuta critiche.
Integrazione di stazioni e utensili in tempo reale
Utensili da taglio rotanti azionati dalla torretta o dal magazzino utensili della macchina che eseguono operazioni secondarie (smussatura, sbavatura, marcatura) senza rimuovere la flangia dall'attrezzatura primaria. L'integrazione di utensili vivi elimina la manipolazione secondaria e riduce il tempo di ciclo totale di 25-30%.
Soluzioni per l'attrezzaggio delle macchine da lavoro
Sistemi di serraggio specializzati (compresi mandrini a diaframma, ganasce segmentate o dispositivi a vuoto) progettati per ridurre al minimo la distorsione sulle flange inossidabili a parete sottile e per fornire un serraggio rigido per tagli pesanti interrotti su componenti in lega forgiata.
Navigazione nelle dinamiche di mercato e nelle tendenze di approvvigionamento nel settore dei centri di lavoro speciali per flange
Quali sono le tendenze emergenti del mercato che stanno modellando l'approvvigionamento di centri di lavoro per flange?
Il settore globale dei centri di lavoro per flange sta vivendo una rapida evoluzione, trainata da massicci investimenti infrastrutturali in Africa, Sud America e Medio Oriente. L'espansione del settore energetico, in particolare nei complessi petrolchimici dell'Arabia Saudita, nelle piattaforme petrolifere offshore del Brasile e nelle emergenti reti di produzione di energia elettrica dell'Africa, sta creando una domanda senza precedenti di soluzioni di lavorazione ad alta precisione. I team di approvvigionamento si approvvigionano sempre più spesso di attrezzature in grado di lavorare acciaio al carbonio, acciaio inossidabile e leghe speciali con tolleranze strette, essenziali per le applicazioni di tenuta ad alta pressione. Questo aumento della domanda coincide con uno spostamento tecnologico verso celle di produzione integrate che combinano più operazioni all'interno di singole piattaforme.
L'automazione e l'integrazione della produzione intelligente rappresentano le tendenze operative più significative per il 2024 e oltre. I centri di lavorazione per flange avanzati sono ora dotati di sistemi di trasferimento automatico che spostano i pezzi senza soluzione di continuità dalle stazioni di tornitura alle operazioni di foratura e smussatura, eliminando gli errori di movimentazione manuale e riducendo i tempi di ciclo. L'incorporazione della robotica da parte di leader del settore come FANUC consente una produzione continua con una supervisione minima, affrontando la carenza di manodopera qualificata prevalente nei mercati emergenti. Per gli acquirenti in località industriali remote, queste funzionalità automatizzate garantiscono un controllo di qualità costante, riducendo al minimo i rischi operativi associati ai processi di lavorazione manuali.
Versatilità e capacità di cambio rapido sono diventati fattori critici di differenziazione competitiva in condizioni di mercato volatili. I moderni centri di lavorazione pick-up sono in grado di soddisfare diverse specifiche di flange, dai connettori per tubazioni di piccolo diametro alle massicce flange per serbatoi industriali, senza dover ricorrere a lunghi ritocchi. Questa flessibilità si rivela preziosa per le imprese di costruzione e di gestione delle acque reflue che gestiscono contemporaneamente più tipi di progetti. Inoltre, la rigidità della macchina e le tecnologie avanzate di smorzamento delle vibrazioni consentono oggi di rimuovere materiale pesante con un minor numero di passate, prolungando la durata degli utensili e riducendo gli intervalli di manutenzione. I professionisti dell'approvvigionamento valutano sempre più spesso il costo totale di proprietà, dando priorità alla durata delle macchine che resistono a programmi di produzione continui in ambienti industriali difficili.
La digitalizzazione e la resilienza della catena di fornitura stanno modificando i criteri di selezione dei fornitori al di là delle specifiche tecniche. Gli acquirenti richiedono ora partner certificati ISO 9001 che offrano documentazione digitale completa, tracciamento della produzione in tempo reale e capacità di manutenzione predittiva. La tendenza verso reti di assistenza localizzate, che combinano una produzione efficiente dal punto di vista dei costi con un'assistenza tecnica regionale, riflette gli insegnamenti tratti dalle recenti interruzioni della catena di fornitura globale. Per gli acquirenti europei e mediorientali, in particolare, i fornitori che dimostrano di possedere solide strutture logistiche e competenze doganali per le spedizioni internazionali offrono una mitigazione del rischio essenziale. Inoltre, i fornitori di attrezzature che offrono programmi di formazione della forza lavoro e assistenza tecnica post-vendita creano un valore a lungo termine, assicurando che i centri di lavoro funzionino con un'efficienza ottimale per tutto il loro ciclo di vita.
Come possono gli acquirenti internazionali garantire un approvvigionamento sostenibile ed etico per la lavorazione delle flange?
La sostenibilità negli acquisti per la lavorazione delle flange comprende ora la tracciabilità dei materiali, l'efficienza energetica e i principi dell'economia circolare lungo tutta la catena di fornitura. Gli acquirenti responsabili richiedono sempre più spesso una documentazione dettagliata per l'acciaio al carbonio, l'acciaio inossidabile e i materiali legati, verificando le pratiche di estrazione etiche e la conformità agli standard ambientali internazionali. I centri di lavoro CNC avanzati a 5 assi contribuiscono in modo significativo agli obiettivi di sostenibilità, ottimizzando i percorsi di taglio che riducono al minimo gli scarti di materiale - riducendo i tassi di scarto fino a 40% rispetto alla lavorazione convenzionale e mantenendo la precisione richiesta per le superfici di tenuta critiche. Per i progetti infrastrutturali in regioni sensibili dal punto di vista ambientale, questa riduzione degli scarti si traduce in vantaggi ecologici misurabili e in risparmi sui costi.
Il consumo energetico e l'efficienza operativa sono diventati parametri di valutazione primari nella scelta delle attrezzature. I moderni centri di lavoro orizzontali progettati specificamente per la produzione di flange utilizzano mandrini ad alta efficienza e sistemi intelligenti di gestione dell'energia che riducono i requisiti di elettricità senza compromettere i tassi di asportazione del materiale. I team di approvvigionamento nelle regioni con costi energetici elevati o normative severe sulle emissioni di anidride carbonica, come i mercati dell'Unione Europea, privilegiano macchinari con azionamenti rigenerativi e gestione termica ottimizzata. Inoltre, i principali produttori stanno convertendo le attività degli impianti a fonti di energia rinnovabile, offrendo agli acquirenti l'allineamento con i mandati di sostenibilità aziendale e gli obiettivi di riduzione delle emissioni di Scope 3.
Le pratiche di lavoro etiche e gli standard di sicurezza sul posto di lavoro hanno ora un ruolo importante nei processi di due diligence B2B. Gli acquirenti dovrebbero verificare che i fornitori di centri di lavoro mantengano le certificazioni ISO 45001 per la salute e la sicurezza sul lavoro, oltre agli standard di gestione della qualità. L'integrazione di sistemi di automazione e movimentazione robotizzata ha un duplice scopo: aumentare la produttività ed eliminare i rischi ergonomici associati alla manipolazione manuale di componenti flangiati pesanti. Questo approccio tecnologico dimostra l'impegno del fornitore nei confronti del benessere dei lavoratori, affrontando al contempo le esigenze fisiche della lavorazione di flange industriali di grande diametro. Inoltre, la verifica trasparente della catena di fornitura garantisce che le superfici subappaltate
Domande frequenti (FAQ) per i compratori B2B di centri di lavoro speciali per flange
Qual è la differenza tra un centro di lavoro speciale per flange e un centro di lavoro verticale standard?
I centri di lavoro speciali per flange sono costruiti appositamente per pezzi a forma di disco con grandi diametri e brevi lunghezze assiali, mentre i centri di lavoro verticali (VMC) standard sono ottimizzati per componenti prismatici. Queste macchine specializzate sono caratterizzate da una maggiore rigidità del mandrino e da soluzioni di bloccaggio del lavoro personalizzate, progettate per fissare flange di grande diametro, spesso superiori a 500 mm, riducendo al minimo le vibrazioni durante i pesanti tagli di rivestimento. A differenza delle VMC standard, che richiedono più configurazioni per la tornitura, la foratura e la smussatura, i centri di lavorazione delle flange integrano queste operazioni con il trasferimento automatico dei pezzi tra le stazioni, riducendo i tempi di configurazione fino a 70%.
Quali sono le lavorazioni tipiche eseguite su un centro di lavoro speciale per flange?
Questi centri eseguono la lavorazione completa delle flange, dallo stock grezzo al prodotto finito, attraverso operazioni sequenziali che comprendono la tornitura esterna e interna, la spianatura delle superfici di tenuta delle guarnizioni e la foratura dei fori dei bulloni con precisi diametri del cerchio dei bulloni (BCD). Le configurazioni avanzate eseguono la smussatura, la sbavatura e il taglio delle scanalature per le flange con giunzione ad anello (RTJ) in singole configurazioni. Alcuni sistemi incorporano anche stazioni di incisione per le marcature di qualità del materiale e i codici di tracciabilità, eliminando le fasi di lavorazione secondarie necessarie quando si utilizzano torni o frese convenzionali.
Quali industrie richiedono centri di lavorazione speciali per flange per la produzione di raccordi per tubi?
I gestori di oleodotti e gasdotti in regioni come il Medio Oriente e il Sud America, insieme alle raffinerie petrolchimiche e agli impianti di generazione di energia, rappresentano i settori di domanda principali. Queste industrie richiedono la produzione di grandi volumi di flange standard ASME/ANSI e di specifiche API personalizzate per progetti infrastrutturali critici. Anche gli impianti di trattamento delle acque, i cantieri navali nei mercati europei e gli impianti di desalinizzazione in Arabia Saudita utilizzano queste macchine per la produzione di flange in acciaio inossidabile duplex resistenti alla corrosione e utilizzate in ambienti difficili.
Quali sono le specifiche da considerare quando si acquista un centro di lavoro speciale per flange per pezzi di grande diametro?
Valutate il diametro massimo di oscillazione e la capacità di carico della tavola per garantire la sistemazione dei pezzi più grandi, compresi i requisiti dei progetti futuri per l'energia eolica o le piattaforme offshore. La potenza e la coppia del mandrino devono essere in grado di gestire l'asportazione di materiale pesante in materiali resistenti come l'Inconel o l'acciaio inossidabile super-duplex, senza generare vibrazioni. Verificate che la capacità del magazzino utensili sia in grado di supportare schemi di fori complessi (tipicamente da 4 a 24 fori per flangia) e confermate che il sistema di gestione dei trucioli sia in grado di gestire la generazione di trucioli di acciaio o leghe in quantità elevate, comune negli ambienti di produzione continua.
In che modo l'integrazione dell'automazione può ridurre i costi operativi nella produzione di flange?
I moderni centri di lavoro per flange si integrano con la robotica FANUC e i sistemi di trasporto automatico per consentire la produzione senza luce, riducendo significativamente i costi di manodopera in mercati con elevate pressioni salariali. Il trasferimento automatico dei pezzi tra le stazioni di tornitura e foratura elimina gli errori di riposizionamento manuale e aumenta la produttività di 40-60% rispetto alle macchine autonome. Questa automazione si rivela particolarmente preziosa per gli acquirenti dei mercati brasiliani e africani che cercano di scalare la produzione senza aumentare proporzionalmente l'organico dei macchinisti specializzati.
Quali utensili e sistemi di raffreddamento sono essenziali per la lavorazione di flange in leghe esotiche?
Quando si lavorano leghe a base di nichel o acciai inossidabili super-duplex comuni nei giacimenti petroliferi dell'Arabia Saudita, i sistemi di raffreddamento ad alta pressione (oltre 70 bar) sono essenziali per l'evacuazione dei trucioli e la gestione del calore per evitare l'indurimento del lavoro. Cercate macchine con erogazione del refrigerante attraverso il mandrino e portautensili specializzati che riducano al minimo le vibrazioni durante i tagli interrotti. Il sistema deve essere in grado di ospitare frese a inserti indicizzabili per la sgrossatura e barre di alesatura con rettifica di precisione per la finitura delle superfici di tenuta con Ra 3,2 µm o superiore.
Quali sono i protocolli di garanzia della qualità che gli acquirenti internazionali dovrebbero verificare prima dell'approvvigionamento?
Assicurarsi che i produttori forniscano la certificazione ISO 9001:2015 con procedure specifiche per l'ispezione dimensionale delle flange mediante verifica con CMM (Coordinate Measuring Machine). Richiedere la documentazione dei sistemi di tracciabilità dei materiali conformi agli standard EN 10204 3.1 o 3.2 richiesti dai mercati europei e mediorientali. Verificare la capacità della macchina di mantenere la concentricità entro 0,02 mm e i requisiti di finitura superficiale per le applicazioni a pressione, con rapporti di ispezione completi per ogni lotto di produzione.
In che modo le configurazioni a più stazioni migliorano il ROI rispetto ai torni CNC tradizionali?
I centri flange multistazione consolidano le operazioni che tradizionalmente richiedevano tre o quattro macchine separate (tornio, foratrice, stazione di smussatura, marcatura), riducendo lo spazio a terra di 60% e la spesa di capitale. La capacità di lavorazione in parallelo, in cui una stazione carica mentre un'altra lavora, consente tempi di ciclo inferiori a 3 minuti per le flange ANSI standard, rispetto agli 8-12 minuti delle apparecchiature tradizionali. Per gli acquirenti dei mercati emergenti, questa efficienza si traduce in punti di pareggio più rapidi, in genere entro 18-24 mesi per i produttori di grandi volumi che servono progetti infrastrutturali.
Disclaimer importante e condizioni d'uso
⚠️ Disclaimer importante
Le informazioni fornite in questa guida, compresi i contenuti relativi ai produttori, alle specifiche tecniche e all'analisi di mercato, hanno uno scopo puramente informativo ed educativo. Non costituiscono una consulenza professionale in materia di acquisti, né una consulenza finanziaria o legale.
Gli acquirenti B2B devono condurre una due diligence indipendente e approfondita. prima di prendere qualsiasi decisione di acquisto. Il rischio di affidarsi alle informazioni contenute in questa guida è esclusivamente a carico del lettore.
Top 1 Centro di lavoro speciale per flange produttori e fornitori
1. Produzione MAIN - Flange idrauliche
Dominio: mainmanufacturing.com
Registrato: 2007 (19 anni)
Introduzione: MAIN Manufacturing è specializzata in flange e componenti idraulici, tra cui flange idrauliche a 4 bulloni, flange divisorie SAE, flange riduttrici, flange a saldare SAE e connettori idraulici speciali. I prodotti sono realizzati in acciaio al carbonio e acciaio inossidabile (compreso il 316L) secondo standard quali SAE J518, ISO 6162, ISO 6164 e JIS. L'azienda dispone di $4 milioni di scorte, di cui circa la metà sono...
Conclusioni e prospettive di approvvigionamento strategico per il centro di lavoro speciale per flange
Con l'accelerazione dei progetti infrastrutturali ed energetici globali in Africa, Sud America e Medio Oriente, l'approvvigionamento strategico di centri di lavoro speciali per flange richiede il passaggio da una valutazione basata solo sui costi a partnership basate sulle capacità. Gli acquirenti devono privilegiare i fornitori che offrono sistemi di gestione della qualità certificati, assistenza tecnica localizzata e automazione scalabile per navigare in catene di fornitura volatili e soddisfare i rigorosi standard industriali.
Quali sono le priorità degli acquirenti quando valutano i fornitori di centri di lavoro per flange?
Concentratevi sui partner che dimostrano processi produttivi certificati ISO 9001 e capacità CNC multiasse (a 3, 4 e 5 assi) in grado di gestire materiali diversi, dall'acciaio al carbonio alle leghe esotiche. Valutare l'integrazione dell'automazione, come il trasferimento automatico dei pezzi tra le stazioni di tornitura e foratura, che riduce al minimo i costi di manodopera mantenendo la precisione. Assicuratevi un'assistenza post-vendita completa, che comprenda la formazione degli operatori e la disponibilità dei pezzi di ricambio nella vostra regione.
Come possono i team di approvvigionamento massimizzare il ROI delle apparecchiature a lungo termine?
Gli investimenti sono a prova di futuro selezionando centri di lavoro con capacità di cambio rapido e compatibilità robotica (integrazione FANUC) per gestire le specifiche delle flange in evoluzione senza ridondanza di capitale. Privilegiare una costruzione rigida della macchina che riduca le vibrazioni e i tempi di inattività per la manutenzione durante i cicli di produzione continua. La creazione di canali di comunicazione diretti con l'ingegneria, dalla revisione iniziale dei disegni al controllo qualità finale, garantisce l'allineamento delle specifiche agli standard industriali regionali.
Bilanciando le esigenze produttive immediate con l'adattabilità tecnologica, gli acquirenti B2B si assicurano non solo attrezzature, ma anche partnership produttive strategiche in grado di supportare progetti complessi nel settore del petrolio, del gas e delle infrastrutture in diversi mercati internazionali.