Introducción: Navegando por el mercado mundial del centro de mecanizado especial para bridas
Búsqueda de un centro de mecanizado especial de bridas que ofrece ingeniería de precisión al tiempo que mantiene la rentabilidad representa una de las inversiones más críticas para los fabricantes industriales que amplían sus capacidades de producción. Para los equipos de compras de África, Sudamérica, Oriente Medio y Europa, desde São Paulo hasta Riad, navegar por el complejo panorama de los proveedores de equipos CNC exige equilibrar estrictas normas de calidad con las demandas operativas regionales y la intrincada logística de importación. Una especificación incorrecta o un proveedor poco fiable pueden dar lugar a costosos tiempos de inactividad, incumplimientos de la normativa y poner en peligro la integridad de los productos en sectores de alto riesgo como la transmisión de petróleo y gas.
¿Por qué son fundamentales los centros de mecanizado especial de bridas para los mercados industriales emergentes?
Estos sistemas CNC especializados son la columna vertebral de la producción moderna de bridas, ya que ofrecen capacidades multieje que transforman el acero al carbono, el acero inoxidable y las aleaciones exóticas en bruto en puntos de conexión diseñados con precisión. En regiones de rápida industrialización como Brasil y Arabia Saudí, donde los proyectos de infraestructuras y energía exigen componentes que cumplan la normativa ASME, la inversión en el centro de mecanizado adecuado repercute directamente en los plazos de los proyectos, las certificaciones de seguridad y la rentabilidad operativa a largo plazo.
¿Qué retos afrontan los compradores internacionales a la hora de adquirir equipos de mecanizado de precisión?
Los equipos de compras globales se encuentran a menudo con obstáculos que van desde la verificación de las normas de fabricación con certificación ISO 9001 hasta la navegación por la compleja logística de envío y la garantía de una asistencia técnica posventa receptiva en distintos husos horarios. Comprender la rigidez de la máquina, la compatibilidad de la automatización con robots como los sistemas FANUC y los requisitos normativos locales resulta esencial a la hora de evaluar las configuraciones de mecanizado horizontal frente a las verticales para entornos de producción continua.
¿Cómo agilizará esta guía su estrategia de adquisición de equipos?
Este completo recurso examina las clasificaciones de los centros de mecanizado de bridas, las capacidades de procesamiento de materiales y las aplicaciones específicas del sector, desde el refinado petroquímico hasta la gestión de aguas residuales. Proporcionamos marcos prácticos para la investigación de proveedores, el análisis del coste total de propiedad y consideraciones de cumplimiento regional adaptadas específicamente a los compradores de Europa, Oriente Medio, África y Sudamérica. Al finalizar, dispondrá de los conocimientos estratégicos necesarios para garantizar soluciones de mecanizado versátiles y de alta capacidad que se ajusten a sus objetivos operativos y de crecimiento.
Tipos y variaciones de centros de mecanizado especial para bridas
| Tipo Nombre | Principales rasgos distintivos | Aplicaciones B2B principales | Breves pros y contras para los compradores |
|---|---|---|---|
| Centros de mecanizado de bridas horizontales (HMC) | Orientación horizontal de los husillos, dispositivos de sujeción para el mecanizado por las cuatro caras, cambiadores automáticos de palets, evacuación de virutas por gravedad | Bridas para grandes tuberías, infraestructuras de petróleo y gas, componentes industriales pesados | Pros: Rigidez superior para cortes pesados, excelente arranque de viruta, alto aprovechamiento del husillo. Contras: Mayor necesidad de espacio, configuración compleja para geometrías no estándar. |
| Centros de torneado de recogida vertical | Husillo vertical con carga de recogida automatizada, estaciones de torneado/taladrado/chaflanado integradas, diseño de columna compacto | Bridas de tubo estándar, componentes de escape para automóviles, producción de volumen medio | Pros: Tamaño compacto, manipulación manual reducida, sujeción asistida por gravedad. Contras: Limitado a piezas rotacionalmente simétricas, capacidad restringida para características angulares. |
| Sistemas de transferencia rotativa multiestación | Disposiciones de transferencia circulares o lineales, procesamiento simultáneo de varias piezas, herramientas específicas por estación | Producción en serie de bridas normalizadas, accesorios de fontanería y herrajes para la construcción | Pros: Rendimiento extremadamente alto, bajo coste por unidad en volumen. Contras: Elevado desembolso de capital inicial, poca flexibilidad para los cambios de diseño, largos plazos de cambio. |
| Centros de mecanizado de bridas universales de 5 ejes | Interpolación simultánea de 5 ejes, realización de geometrías complejas con una sola configuración, funciones avanzadas de contorneado | Bridas aeroespaciales, componentes de aleación personalizados, interfaces de colector complejas | Pros: Elimina múltiples configuraciones, maneja ángulos y perfiles complejos. Contras: Precio elevado, requiere conocimientos avanzados de programación, mayor complejidad de mantenimiento. |
¿Qué son los centros de mecanizado de bridas horizontales y cuándo deben invertir los compradores?
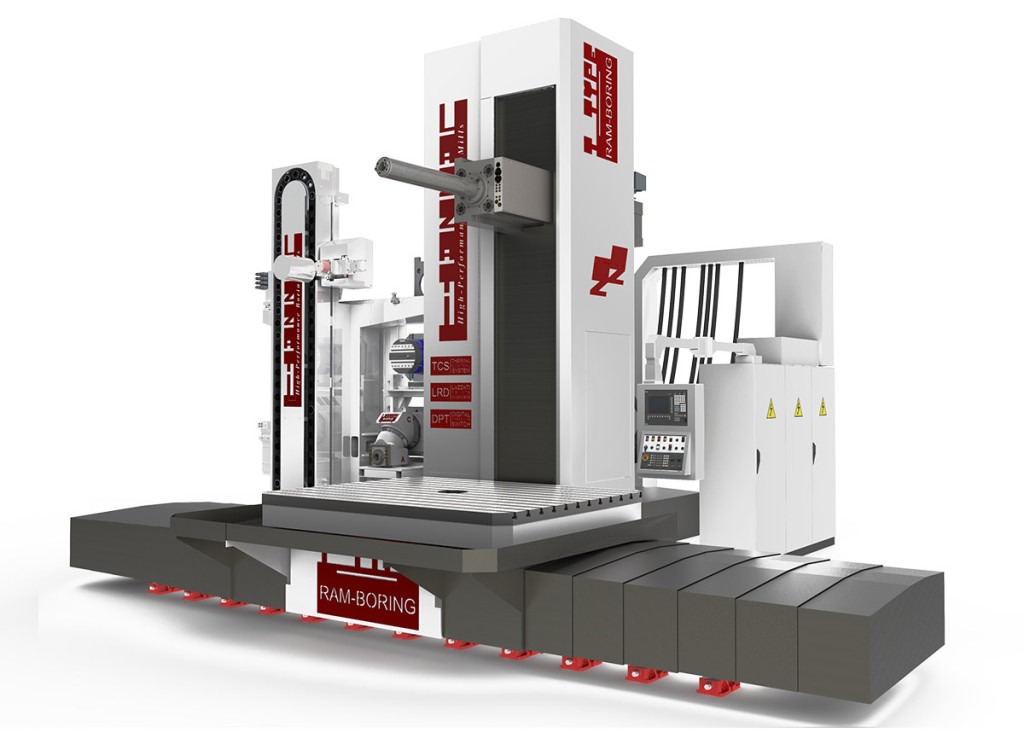
Los centros de mecanizado de bridas horizontales (HMC) colocan el husillo en posición horizontal, lo que permite la evacuación de virutas asistida por gravedad y una rigidez superior durante el corte pesado de bridas de tuberías de gran diámetro. Estos sistemas suelen utilizar fijaciones tipo tombstone que permiten el mecanizado por los cuatro lados, lo que maximiza la utilización del husillo para los compradores B2B de los sectores del petróleo, el gas y la energía. Al evaluar los HMC, los equipos de compras deben dar prioridad a las máquinas con cambiadores automáticos de palets y sistemas robustos de refrigerante de alta presión para manejar los cortes pesados continuos requeridos para las bridas de acero al carbono y de aleación comunes en los proyectos de infraestructuras de Oriente Medio y Sudamérica. La configuración horizontal también facilita un mejor acceso para los sistemas de carga automática, lo que reduce los costes de mano de obra en entornos de gran volumen.
¿Cómo optimizan los centros de torneado vertical Pick-Up la producción de bridas?
Los centros de torneado de recogida vertical presentan una orientación de husillo vertical con mecanismos de recogida automatizados que cargan las piezas forjadas o fundidas en bruto directamente desde las cintas transportadoras, lo que agiliza la transición de las operaciones de torneado a las de taladrado y biselado sin intervención manual. Esta configuración es especialmente adecuada para los compradores que gestionan la producción de volúmenes medios de bridas de cuello soldado y bridas deslizantes estandarizadas, ya que ofrece una huella compacta ideal para instalaciones con limitaciones de espacio en centros de fabricación urbanos europeos o brasileños. Los compradores B2B deben evaluar la capacidad del plato de la máquina, el tamaño del almacén de herramientas y la rigidez de la columna vertical para garantizar la compatibilidad con sus rangos específicos de diámetro de brida y requisitos de acabado superficial.
¿Por qué elegir sistemas de transferencia rotativa multi-estación para la fabricación de bridas de gran volumen?
Los sistemas de transferencia rotativa multipuesto emplean disposiciones circulares o lineales con estaciones de trabajo dedicadas que realizan operaciones simultáneas (torneado, taladrado, roscado y refrentado) en varias bridas a la vez, lo que reduce drásticamente los tiempos de ciclo. Estos sistemas destacan en entornos de producción en masa en los que los compradores africanos y europeos requieren una producción constante de tamaños de brida estandarizados para los sectores de fontanería, automoción o construcción en general. Aunque la inversión de capital inicial es considerable, la economía de coste por pieza favorece los contratos de gran volumen que superan las 10.000 unidades anuales; sin embargo, los equipos de compras deben evaluar cuidadosamente los prolongados tiempos de cambio y la limitada flexibilidad para los diseños de bridas personalizados a la hora de especificar estas líneas de producción dedicadas.
¿Qué hace que los centros de mecanizado de bridas universales de 5 ejes sean esenciales para geometrías complejas?
Los centros universales de mecanizado de bridas de 5 ejes ofrecen capacidades de interpolación simultánea de cinco ejes, lo que permite completar geometrías complejas con una sola configuración, incluidos orificios de pernos en ángulo, superficies de sellado contorneadas y perfiles de brida irregulares necesarios en aplicaciones aeroespaciales y petroquímicas especializadas. Estas máquinas eliminan el error acumulativo asociado a múltiples configuraciones, algo fundamental para los compradores que adquieren bridas de aleación de precisión en Brasil o Arabia Saudí, donde la integridad a prueba de fugas es primordial. Al seleccionar sistemas de 5 ejes, los responsables de la toma de decisiones B2B deben verificar la rigidez de la máquina durante el movimiento simultáneo de los ejes, los controles de estabilidad térmica y asegurarse de que la compatibilidad del software CAM se ajusta a las capacidades de su equipo de ingeniería para justificar la inversión adicional y los requisitos de formación.
Principales aplicaciones industriales del centro de mecanizado especial para bridas
| Industria/Sector | Aplicación específica del centro de mecanizado especial de bridas | Valor/beneficio para la empresa | Consideraciones clave para el aprovisionamiento de esta aplicación |
|---|---|---|---|
| Procesado de petróleo, gas y productos petroquímicos | Bridas para tuberías de alta presión, conectores de boca de pozo y placas para tubos de intercambiadores de calor que requieren conformidad con API 6A/6D | Elimina las vías de fuga en entornos de gases sulfurosos; reduce las tasas de fallos en campo mediante un acabado superficial de precisión y una planitud absoluta de la superficie de sellado. | Verificar la certificación ATEX para la integración de la automatización; exigir la trazabilidad de los materiales (certificados 3.1) y una capacidad demostrada en el mecanizado de superaleaciones. |
| Generación de energía y energías renovables | Bridas de carcasas de turbinas, anillos de base de torres eólicas, conectores de tuberías forzadas hidroeléctricas y superficies de sellado de recipientes a presión nucleares. | Garantiza la integridad del ciclo térmico; permite una transmisión de alto par con una pérdida mínima de energía; admite el funcionamiento continuo en periodos de máxima demanda. | Confirmar la capacidad de refrentado de gran diámetro (giro de más de 2 m); comprobar la potencia nominal del husillo para el corte de Inconel y aleaciones resistentes al calor. |
| Infraestructura de tratamiento y desalinización del agua | Bridas para estaciones de bombeo de gran calibre, tapas para recipientes a presión de ósmosis inversa y cuerpos de válvulas municipales para entornos salinos/clorados. | Ofrece superficies de sellado resistentes a la corrosión que evitan la corrosión por hendiduras; favorece el tiempo de funcionamiento ininterrumpido, fundamental para las infraestructuras de salud pública. | Dar prioridad a la experiencia en el mecanizado de acero inoxidable (316L/Dúplex); garantizar sistemas de refrigerante de alta presión y gestión de virutas para el procesamiento continuo de acero inoxidable. |
| Construcción pesada e infraestructuras | Bridas de conexión de acero estructural, placas de apoyo de puentes y cubos de cabeza de corte de tuneladoras. | Acelera los plazos de los proyectos mediante el procesamiento automatizado por lotes; mantiene la tolerancia geométrica en materiales de distintos grosores y piezas forjadas. | Evaluar la automatización del cambio de palets para la producción de grandes mezclas; evaluar las especificaciones de rigidez de la bancada de la máquina para cortes interrumpidos en acero al carbono de sección pesada. |
¿Cómo garantizan los centros de mecanizado especial de bridas la integridad en operaciones de petróleo y gas a alta presión?
En operaciones de upstream y midstream en Arabia Saudí, EAU y Brasil, los centros de mecanizado especial de bridas producen bridas para tuberías y componentes de boca de pozo que deben soportar presiones extremas y entornos corrosivos de gas ácido. Estos equipos resuelven los problemas de estanquidad más importantes proporcionando acabados superficiales de nivel micrométrico en superficies de estanquidad RTJ (Ring Type Joint) y RF (Raised Face), evitando fugas catastróficas que podrían detener la producción. Los compradores de estas regiones deben dar prioridad a las máquinas con configuraciones de husillo horizontal rígido capaces de realizar cortes de alta resistencia en Inconel y acero inoxidable dúplex, al tiempo que se aseguran de que los proveedores proporcionan la documentación completa de conformidad con API 6A y los certificados de trazabilidad de materiales esenciales para las operaciones de extracción en alta mar y en el desierto.
¿Por qué es fundamental el mecanizado especializado de bridas para las infraestructuras del sector energético?
Desde centrales de ciclo combinado en Oriente Medio hasta instalaciones hidroeléctricas en Brasil y Europa del Este, estos centros de mecanizado fabrican bridas para carcasas de turbinas y escudos finales de generadores que requieren una planitud geométrica absoluta para mantener la eficiencia térmica y evitar fugas de vapor. La tecnología aborda la fatiga por ciclos térmicos creando superficies de sellado perfectamente paralelas que soportan diferencias de temperatura extremas sin degradarse. Los compradores internacionales deben verificar la capacidad del centro para el refrentado de grandes diámetros -a menudo superiores a dos metros para los anillos de base de las torres eólicas- y confirmar la capacidad de los husillos de alto par necesarios para el mecanizado de superaleaciones con base de níquel, al tiempo que se aseguran de que la interfaz de automatización admite la fabricación sin interrupción para los programas de producción continua del sector energético.
¿Por qué son esenciales las soluciones automatizadas de mecanizado de bridas para los proyectos de infraestructuras hidráulicas?
A medida que las naciones africanas y los países de Oriente Medio amplían sus redes municipales de agua y su capacidad de desalinización, los centros de mecanizado de bridas fabrican bridas para bombas de gran diámetro y tapas para recipientes a presión de ósmosis inversa expuestos a entornos salinos y clorados agresivos. Los equipos especializados resuelven los problemas de resistencia a la corrosión consiguiendo acabados superficiales precisos en acero inoxidable 316L y aleaciones dúplex que evitan la corrosión por intersticios y garantizan décadas de funcionamiento sin mantenimiento. Los equipos de compras deben buscar máquinas con mayor recorrido del husillo para perforaciones profundas y sistemas de refrigeración de alta presión capaces de mecanizar aleaciones de titanio, garantizando una capacidad de producción continua para proyectos críticos de infraestructuras hidráulicas en los que el tiempo de inactividad de los equipos es inaceptable.
¿Cómo pueden los fabricantes de la construcción optimizar la producción de bridas estructurales para infraestructuras mundiales?
Para la construcción de puentes en Europa y proyectos de infraestructuras mineras en Sudamérica, estos centros automatizan la producción de bridas de conexión estructural y cubos de cabezal de cortadora de tuneladora, donde la consistencia geométrica determina directamente la seguridad de la carga y la longevidad del proyecto. Los centros de mecanizado resuelven los cuellos de botella de producción integrando el torneado en bruto, el refrentado de precisión, el taladrado y el biselado en configuraciones únicas, eliminando los errores de posicionamiento acumulados asociados al reposicionamiento manual. Los compradores deben evaluar los sistemas de automatización de cambio de palets que permiten la producción sin personal de bridas de distintos tamaños a partir de piezas forjadas, al tiempo que verifican las especificaciones de rigidez de la bancada de la máquina necesarias para realizar cortes interrumpidos en acero al carbono de sección pesada, típico en aplicaciones estructurales.

Una imagen de archivo relacionada con Centro de mecanizado especial de bridas.
3 puntos débiles habituales de los usuarios de ‘centros de mecanizado especial para bridas’ y sus soluciones
Escenario 1: Ineficiencia de la configuración múltiple y errores de posicionamiento acumulativos
El problema: Confiar en centros de mecanizado vertical estándar para la producción de bridas obliga a los fabricantes a ejecutar el torneado, taladrado y biselado en operaciones separadas. Cada sujeción de la pieza de trabajo introduce errores de posicionamiento acumulativos que comprometen las superficies de sellado críticas, mientras que los tiempos de preparación prolongados crean cuellos de botella en la producción. Este enfoque fragmentado aumenta las tasas de rechazo y los costes de mano de obra, especialmente cuando se procesan pedidos de gran volumen para infraestructuras de petróleo y gas, en los que las tolerancias geométricas deben mantenerse constantes en miles de unidades.
La solución: Implemente centros de mecanizado de bridas dedicados con configuraciones multiestación integradas y sistemas de transferencia automática de piezas. Estas máquinas completan el torneado, taladrado y biselado en un único ciclo de sujeción, eliminando los errores de reposicionamiento y reduciendo los tiempos de ciclo hasta 60%. Busque sistemas con automatización alimentada por cinta transportadora para permitir flujos de producción continuos, garantizando una precisión constante en acero al carbono, acero inoxidable y materiales de aleación sin intervención del operario entre operaciones.
Escenario 2: ¿Cómo mantener la precisión en el mecanizado de bridas de gran diámetro?
El problema: El mecanizado de bridas de gran diámetro para tuberías y aplicaciones petroquímicas genera fuerzas de corte considerables que los centros verticales estándar no pueden gestionar adecuadamente. Las vibraciones excesivas durante el arranque de material pesado provocan un acabado superficial deficiente, un desgaste acelerado de la herramienta e inestabilidad dimensional, lo que resulta especialmente problemático cuando se mecanizan componentes de gran diámetro superior a 500 mm. Estas limitaciones ponen en peligro las superficies paralelas esenciales para el sellado de juntas de alta presión en proyectos de infraestructuras críticas.
La solución: Especifique centros de mecanizado horizontal diseñados con estructuras de bancada reforzadas y husillos de alto par específicamente para operaciones de refrentado de bridas. Estas configuraciones rígidas minimizan las vibraciones durante el corte agresivo de bridas de paredes gruesas, garantizando una calidad de superficie superior y tolerancias ajustadas. Compruebe que la máquina ofrece suficiente recorrido en el eje X y capacidad de peso de la pieza para alojar componentes de tuberías de gran tamaño, manteniendo al mismo tiempo la precisión necesaria para el cumplimiento de las normas ASME y API en entornos de producción de petróleo y gas.
Escenario 3: Tiempos de cambio prolongados que limitan la flexibilidad de la producción
El problema: Los fabricantes de diversos sectores industriales se enfrentan a menudo a largos periodos de cambio cuando cambian de tamaño de brida, material o especificaciones personalizadas. Las configuraciones tradicionales requieren ajustes y reprogramaciones manuales de las fijaciones, lo que hace que los equipos permanezcan inactivos durante horas y merma la rentabilidad de los pedidos de lotes pequeños, habituales en los mercados de la construcción y la generación de energía. Esta rigidez impide responder con agilidad a las fluctuaciones de la demanda en las cadenas de suministro internacionales de regiones como Sudamérica y Oriente Medio.
La solución: Implemente centros de mecanizado de tipo pick-up con dispositivos modulares de cambio rápido y sistemas automatizados de gestión de herramientas compatibles con la robótica FANUC. Estas plataformas versátiles permiten realizar transiciones rápidas entre diferentes diámetros de brida y grados de material, desde acero al carbono hasta aleaciones exóticas, sin necesidad de una reconfiguración exhaustiva. La integración de la carga robotizada facilita aún más el funcionamiento desatendido en tiradas de producción mixtas, lo que maximiza la utilización de los activos al tiempo que garantiza una calidad uniforme en los distintos estándares internacionales para los mercados de exportación mundiales.
Guía estratégica de selección de materiales para el centro de mecanizado especial de bridas
La selección del material óptimo de la pieza de trabajo representa un punto de decisión crítico para los equipos de compras que invierten en centros de mecanizado especial de bridas, ya que influye directamente en los presupuestos de herramientas, los tiempos de ciclo y la longevidad del producto final en sectores exigentes como el procesamiento de petróleo y gas y petroquímico. Conocer las características de mecanizado y el rendimiento específico de cada aleación para cada aplicación garantiza la alineación entre las capacidades de los equipos y los requisitos de producción en diversos entornos operativos.
¿Qué calidades de acero al carbono ofrecen el mejor equilibrio entre maquinabilidad y resistencia para las bridas industriales?
El acero al carbono sigue siendo el material predominante de las piezas de trabajo procesadas en los centros de mecanizado especial de bridas, en particular los grados ASTM A105 y A350 LF2, preferidos en las infraestructuras de petróleo y gas de Oriente Medio y Sudamérica. Estos materiales presentan excelentes características de mecanizado, lo que permite altas velocidades de corte y una mayor vida útil de la herramienta durante las operaciones de refrentado, taladrado y roscado. La soldabilidad del material y su moderada resistencia a la tracción lo hacen ideal para la producción de grandes volúmenes de bridas estándar ANSI/ASME en las que la resistencia a la corrosión no es la principal preocupación. Sin embargo, los compradores deben tener en cuenta que el acero al carbono requiere revestimientos protectores o galvanización para entornos marinos o húmedos, lo que añade pasos de procesamiento secundarios que pueden afectar a los plazos de entrega.
¿Cómo afecta la selección del acero inoxidable austenítico a la precisión en la fabricación de bridas?
Los aceros inoxidables 304 y 316 dominan el procesamiento químico y las aplicaciones marinas en las que la integridad de las bridas debe soportar medios corrosivos agresivos y ciclos de alta temperatura. Aunque ofrecen una resistencia a la corrosión superior a la de las alternativas de carbono, estas aleaciones austeníticas presentan retos únicos para los centros de mecanizado debido a las tendencias al endurecimiento por deformación y a la baja conductividad térmica que puede provocar la acumulación de calor en el filo de corte. Las herramientas especializadas con geometrías optimizadas y los sistemas de refrigeración de alta presión son esenciales para evitar el gripado y garantizar acabados superficiales precisos en las caras de sellado críticas. La estabilidad del material durante los ciclos térmicos lo hace indispensable para las refinerías petroquímicas de Europa y Europa del Este.

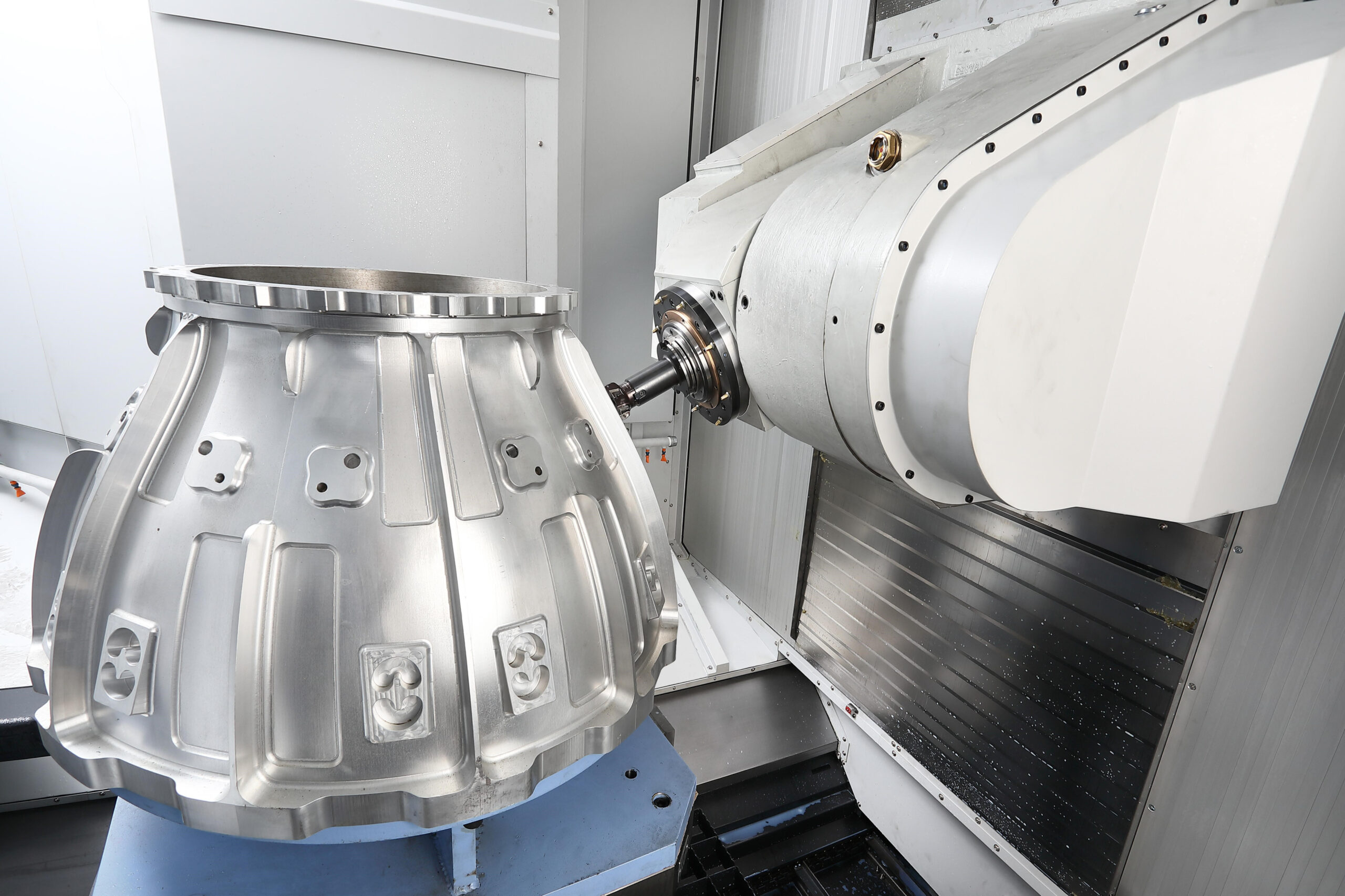
Una imagen de archivo relacionada con Centro de mecanizado especial de bridas.
En profundidad: Procesos de fabricación y garantía de calidad para el centro de mecanizado especial de bridas
Para los equipos de compras B2B de los sectores del petróleo y el gas, petroquímico y de construcción pesada de África, Sudamérica, Oriente Medio y Europa, comprender el ADN de fabricación de un centro de mecanizado especial para bridas es fundamental para mitigar los riesgos y garantizar la fiabilidad de la cadena de suministro. Estos sistemas especializados difieren fundamentalmente de los equipos CNC de uso general por su integración dedicada de operaciones específicas de bridas, manipulación automatizada de materiales y rigurosos protocolos de calidad diseñados para una producción de gran volumen y alta precisión.
¿Qué procesos de mecanizado integrados definen un centro de mecanizado especial para bridas?
A diferencia de las fresadoras verticales estándar, que requieren múltiples configuraciones, los centros de mecanizado de bridas especializados consolidan el torneado, el refrentado, el taladrado y el biselado en un único flujo de trabajo automatizado. El proceso comienza con la carga de la materia prima en los sistemas de transporte, donde los husillos de recogida o los brazos robóticos transfieren las piezas en bruto a través de estaciones de trabajo secuenciales. Las configuraciones de mecanizado horizontal dominan este espacio, ya que proporcionan una evacuación de virutas superior y permiten la carga asistida por gravedad de piezas pesadas de acero al carbono y aleaciones. Para esta integración es fundamental la operación de refrentado de bridas, en la que herramientas de corte especializadas generan superficies de sellado lisas, planas y perfectamente paralelas, esenciales para la integridad de las juntas en aplicaciones de tuberías de alta presión.
¿Cómo afecta la configuración del CNC multieje a la complejidad y tolerancia de las bridas?
Los modernos centros de mecanizado especial de bridas utilizan un control simultáneo de 3, 4 y 5 ejes para adaptarse tanto a las bridas ASME/EN estándar como a las complejas geometrías personalizadas. Mientras que los sistemas de 3 ejes manipulan eficazmente bridas de cuello de soldadura y bridas deslizantes convencionales, las mesas giratorias de 4 y 5 ejes permiten el mecanizado completo de bridas ciegas y configuraciones de cubo especializadas en una sola sujeción. Esta capacidad multieje elimina los errores de tolerancia acumulados que se producen durante el reposicionamiento, logrando precisiones posicionales a menudo de ±0,01 mm. Para los compradores que adquieren componentes de precisión para infraestructuras críticas, esto se traduce en piezas intercambiables que mantienen la integridad del sellado en condiciones extremas de temperatura y presión.
¿Qué medidas de control de la rigidez y las vibraciones garantizan la integridad de la superficie?
La rigidez estructural de la bancada de la máquina está directamente relacionada con la calidad del acabado superficial y la longevidad de la herramienta. Las bases de fundición de alta calidad o de compuestos poliméricos con diseños de columnas reforzadas minimizan las microvibraciones durante las operaciones de arranque de viruta pesada. Esta estabilidad es crucial cuando se mecaniza acero inoxidable o aleaciones exóticas comunes en las aplicaciones petroquímicas de Oriente Medio y en las aplicaciones offshore brasileñas, donde las fuerzas de corte generan una expansión térmica significativa. Los sistemas avanzados incorporan algoritmos de compensación térmica y cojinetes de husillo amortiguadores de vibraciones, que garantizan que las operaciones de refrentado produzcan acabados superficiales Ra 3,2 o mejores, necesarios para las juntas metal-metal, sin operaciones de rectificado secundarias.
¿Qué pasos automatizados de control de calidad verifican la preparación de la superficie de sellado?
La garantía de calidad en la fabricación de bridas funciona como un proceso continuo más que como un punto de control final. La inspección durante el proceso mediante sistemas de medición láser o de disparo por contacto verifica las dimensiones críticas, como el diámetro del círculo de pernos, el grosor de la brida y la concentricidad del orificio, mientras la pieza permanece fijada. La supervisión automatizada del desgaste de la herramienta ajusta los parámetros de corte en tiempo real para evitar desviaciones dimensionales durante largas tiradas de producción. Para las superficies de sellado, los accesorios especializados de cara a la brida incorporan mecanismos de retroalimentación que confirman la planitud paralela con una precisión de 0,05 mm en toda la cara, lo que garantiza la compatibilidad con las juntas en espiral y de anillo especificadas en las normas ASME B16.5 y EN 1092-1.
¿Cómo abordan los protocolos específicos de materiales las bridas de acero al carbono, acero inoxidable y aleaciones?
Los distintos materiales base exigen estrategias de mecanizado diferentes para evitar el endurecimiento por deformación y mantener la integridad metalúrgica. Las bridas de acero al carbono suelen mecanizarse a alta velocidad con plaquitas de carburo revestidas, mientras que los aceros inoxidables austeníticos requieren velocidades de corte y suministro de refrigerante optimizados para evitar el gripado y la contaminación superficial. Para los aceros inoxidables dúplex y superdúplex que predominan en los proyectos de desalinización de Arabia Saudí y de alta mar de Nigeria, los centros de mecanizado emplean refrigeración criogénica o sistemas de refrigeración de alta presión para gestionar la generación de calor. Los tratamientos superficiales posteriores al mecanizado -incluida la pasivación para el acero inoxidable y los revestimientos protectores para el acero al carbono- suelen integrarse en la línea de producción para evitar la corrosión durante el transporte internacional a climas húmedos.
¿Qué normas de documentación y certificación respaldan la contratación global B2B?
Las instalaciones de fabricación con certificación ISO 9001 proporcionan la base documental necesaria para el comercio internacional y el cumplimiento de la normativa. Cada lote de bridas recibe certificados de materiales (3.1 o 3.2 según EN 10204), informes de inspección dimensional y registros de ensayos no destructivos (END) cuando se especifica. La verificación de la máquina de medición por coordenadas (MMC) genera informes detallados sobre el posicionamiento de los orificios de los pernos y la excentricidad de las caras, esenciales para los compradores de mercados europeos con estrictos requisitos PED (Directiva sobre equipos a presión). Los sistemas de trazabilidad vinculan cada componente con los números térmicos de las materias primas y los parámetros de mecanizado, creando pistas de auditoría que satisfacen las especificaciones de los proyectos de las grandes petroleras y gasistas que operan en Brasil, Sudáfrica y la región del CCG.
Al aprovechar estos procesos de fabricación integrados y los protocolos de garantía de calidad de varios niveles, los centros de mecanizado especial de bridas ofrecen la consistencia dimensional y la fiabilidad metalúrgica que exigen los proyectos internacionales de infraestructuras. Para los equipos de compras, la verificación de estas capacidades garantiza que las bridas suministradas funcionarán de forma fiable en aplicaciones críticas de tuberías y recipientes a presión, minimizando los costosos fallos sobre el terreno y los tiempos de inactividad por mantenimiento.
Guía práctica de aprovisionamiento: Lista de comprobación paso a paso para ‘Centro de mecanizado especial para bridas’
La adquisición de un centro de mecanizado especial para bridas representa una importante inversión de capital que exige una evaluación estratégica que va más allá de las especificaciones técnicas básicas. Para los compradores industriales que operan en mercados emergentes -desde el sector energético offshore de Brasil hasta los complejos petroquímicos de Arabia Saudí-, la selección del equipo adecuado repercute directamente en la eficacia de la producción, el cumplimiento de la normativa y la rentabilidad de la inversión a largo plazo. Esta práctica lista de comprobación proporciona un marco estructurado para evaluar las capacidades de la máquina, la fiabilidad del proveedor y la preparación operativa.
1. Cómo define sus requisitos de mecanizado de bridas y su volumen de producción?
Empiece por catalogar sus tipos específicos de bridas -de cuello soldable, ciegas, deslizantes o roscadas- y las especificaciones de los materiales, que van desde el acero al carbono estándar hasta los aceros inoxidables dúplex y las aleaciones de níquel. Determine la producción anual necesaria, los tamaños de lote habituales y las dimensiones, incluidos el diámetro y el espesor máximos. Las operaciones de gran volumen para la transmisión de petróleo y gas requieren máquinas con sistemas de transferencia automática entre estaciones de torneado, taladrado y biselado, mientras que los talleres de fabricación a medida necesitan capacidades de cambio rápido para manejar bridas de diversos tamaños.
2. ¿Qué funciones de configuración y automatización de máquinas debe priorizar?
Evalúe centros de mecanizado horizontales equipados con múltiples estaciones de trabajo que minimicen el tiempo de preparación y reduzcan los costes de mano de obra mediante sistemas de transporte integrados para la carga de piezas en bruto. Dar prioridad a la compatibilidad robótica con controladores CNC estándar del sector y cambiadores de herramientas automatizados que admitan varias herramientas de corte para operaciones de refrentado, mandrinado y roscado. Para las regiones con escasez de mano de obra cualificada, seleccione máquinas con interfaces de programación intuitivas y capacidades de diagnóstico remoto para minimizar la dependencia de visitas técnicas al extranjero.
3. ¿Qué certificaciones de calidad y normas de precisión son innegociables?
Verificar que los fabricantes de equipos mantienen la certificación de gestión de calidad ISO 9001 y el cumplimiento de las normas específicas del sector, como API 6A para equipos de boca de pozo o ASME B16.5 para bridas de tuberías. Evalúe la rigidez estructural de la máquina y los sistemas de amortiguación de vibraciones, ya que influyen directamente en la calidad del acabado superficial y en la integridad de la superficie de sellado, tan importante en las aplicaciones de alta presión. Pregunte por los sistemas de medición integrados en el proceso que proporcionan información sobre la calidad en tiempo real.
4. ¿Cómo evalúa la experiencia de los proveedores y la infraestructura de apoyo regional?
Investigue la trayectoria del fabricante en la industria pesada y su experiencia específica en los mercados de África, Sudamérica y Oriente Medio. Confirme la disponibilidad de redes de servicio localizadas, documentación técnica multilingüe y centros regionales de distribución de piezas de repuesto. Solicite referencias localizables de compradores que operen en condiciones climáticas y entornos de red eléctrica similares para validar el rendimiento de la máquina en condiciones operativas locales.
5. ¿Cuál es el verdadero coste total de propiedad más allá del precio de compra?
Calcule los costes globales del ciclo de vida, incluida la logística del transporte marítimo, los aranceles de importación, la instalación y los gastos de puesta en marcha específicos de la ubicación de sus instalaciones. Tenga en cuenta las tasas de consumo de energía, los intervalos de mantenimiento recomendados y la disponibilidad de consumibles y herramientas de corte de repuesto locales. Negocie condiciones de garantía ampliada, contratos de mantenimiento preventivo y opciones de financiación que se ajusten a sus ciclos de gastos de capital y a los servicios bancarios locales.
6. ¿Por qué son esenciales las pruebas de aceptación en fábrica y la formación de los operarios?
Antes del envío final, ordene una prueba de aceptación en fábrica (FAT) con testigos utilizando sus planos reales de bridas, muestras de material o simulaciones de producción para verificar los tiempos de ciclo y la precisión. Asegúrese de que el proveedor ofrece programas de formación completos sobre programación CNC, mantenimiento preventivo y protocolos de resolución de problemas para sus operarios y equipos de mantenimiento locales. Asegúrese de que la documentación técnica completa, incluidos los planos eléctricos y mecánicos, respalde el funcionamiento autónomo a largo plazo.

Una imagen de archivo relacionada con Centro de mecanizado especial de bridas.
Análisis exhaustivo de costes y precios para la contratación de centros de mecanizado especial de bridas
El aprovisionamiento de centros de mecanizado especial de bridas exige comprender una compleja estructura de costes que va mucho más allá del gasto de capital inicial. Para los equipos de compras de mercados emergentes como Brasil, Arabia Saudí y toda África, equilibrar las capacidades de fabricación avanzada con el coste total de propiedad exige un análisis minucioso de los niveles de automatización, la compatibilidad de materiales y los factores logísticos regionales que influyen significativamente en las cifras finales de inversión.
¿Cuáles son los principales factores de coste en la adquisición de centros de mecanizado especial de bridas?
El precio básico de la máquina varía considerablemente en función de la configuración de los ejes y la sofisticación de la automatización. Los sistemas CNC de 3 ejes básicos ofrecen costes iniciales más bajos, pero suelen requerir múltiples configuraciones para geometrías de brida complejas, lo que aumenta los gastos de mano de obra y los tiempos de ciclo. Por el contrario, los centros de mecanizado horizontal de 5 ejes integrados con transferencia automática de piezas entre estaciones de torneado, taladrado y biselado tienen un precio más elevado -a menudo entre 40 y 60% más que las configuraciones estándar- pero eliminan la intervención manual y reducen el tiempo de procesamiento por pieza hasta en 70%. Las capacidades de manipulación de materiales influyen aún más en los costes; las máquinas configuradas para el corte pesado de aleaciones especiales y acero inoxidable requieren una mayor rigidez y husillos especializados, lo que añade 15-25% a la configuración básica en comparación con los sistemas que sólo trabajan con acero al carbono.
¿Cómo afecta la automatización al coste total de propiedad y al rendimiento de la inversión?
Aunque la integración robótica con sistemas compatibles con FANUC y estaciones de trabajo alimentadas por cinta transportadora aumenta la inversión inicial entre $50.000 y $150.000, el retorno de la inversión se manifiesta en una menor dependencia de la mano de obra y una mayor seguridad en el lugar de trabajo. En el caso de la producción de gran volumen, habitual en aplicaciones de petróleo y gas en Oriente Medio, la transferencia automatizada entre operaciones minimiza el tiempo de preparación y permite la producción continua durante los cambios de turno. Los compradores deben calcular los puntos de equilibrio en función de la economía laboral local: la automatización suele justificarse en 18-24 meses en los mercados europeos, mientras que el plazo se alarga en regiones con estructuras salariales más bajas. Los contratos de mantenimiento de los componentes robóticos y los cambiadores automáticos de herramientas requieren un presupuesto continuo, sobre todo cuando se mecanizan materiales abrasivos que aceleran el desgaste.
¿Qué costes ocultos deben prever los compradores internacionales cuando se abastecen globalmente?
Además del precio FOB, los equipos de compras deben tener en cuenta el flete marítimo de la maquinaria pesada (que suele oscilar entre $8.000 y $25.000 en función de la accesibilidad del puerto de destino), los aranceles de importación, que varían entre 5% en los países del CCG y 18-35% en Brasil y determinados mercados africanos, y los costes de supervisión de la instalación. La formación representa otra partida crítica; la instrucción completa del operario en sistemas multipuesto suele requerir de 2 a 3 semanas de apoyo especializado in situ. Además, verifique si los presupuestos incluyen la documentación de cumplimiento de la norma ISO 9001 y la certificación CE necesaria para los mercados europeos, ya que la adaptación posterior de estas certificaciones puede costar 10-15% del valor inicial de la máquina y retrasar los plazos del proyecto.
¿Cómo pueden los compradores optimizar los precios mediante la evaluación estratégica de proveedores?
Evalúe a los proveedores que ofrecen soluciones llave en mano que combinan centros de mecanizado con ingeniería de aplicaciones y redes de asistencia posventa en su región. Los fabricantes asiáticos suelen ofrecer precios competitivos en sistemas de 3 ó 4 ejes con plazos de entrega más cortos, mientras que los proveedores europeos cobran más por las líneas especializadas de torneado horizontal, pero ofrecen una precisión superior para las operaciones críticas de refrentado de bridas. Solicite un desglose detallado de la disponibilidad de piezas de repuesto y la cobertura del servicio: un tiempo de inactividad prolongado por componentes no disponibles puede anular rápidamente el ahorro inicial. Negocie condiciones de garantía ampliadas que cubran husillos y sistemas de control críticos, e insista en contratos de mantenimiento a precio fijo durante los dos primeros años para protegerse de los riesgos de fluctuación de divisas habituales en las transacciones B2B internacionales.
Análisis de alternativas: Comparación del centro de mecanizado especial de bridas con otras soluciones
Al evaluar los bienes de equipo para la fabricación de bridas, los equipos de compras deben sopesar la especialización frente a la flexibilidad. Aunque los centros de mecanizado especial de bridas ofrecen automatización integrada para la producción de componentes de tuberías de gran volumen, en el mercado dominan dos enfoques alternativos: los centros de torneado CNC estándar que requieren operaciones secundarias y los centros de mecanizado vertical equipados con mesas giratorias de cuarto eje. Cada alternativa presenta distintas compensaciones económicas y operativas que repercuten en el coste total de propiedad, especialmente para los compradores de mercados industriales emergentes que equilibran las limitaciones de la inversión inicial con los objetivos de productividad a largo plazo.
| Aspecto de comparación | ‘Centro de mecanizado especial para bridas’ | Centros de torneado CNC estándar | Centros de mecanizado verticales (4º eje) | Centros de torneado CNC estándar
Propiedades técnicas esenciales y terminología comercial del centro de mecanizado especial de bridas
Al evaluar los bienes de equipo para la producción de bridas, los equipos de adquisición deben distinguir entre las especificaciones genéricas de CNC y los parámetros especializados que determinan la calidad de la superficie de sellado, la eficiencia del ciclo y el cumplimiento de las normas internacionales sobre tuberías. Las siguientes propiedades técnicas y terminología comercial proporcionan el marco necesario para el desarrollo de especificaciones y la cualificación de proveedores.
¿Qué especificaciones técnicas definen los centros de mecanizado de bridas de alto rendimiento?
Capacidad de interpolación multieje simultánea
Los modernos centros de mecanizado especial de bridas utilizan la interpolación simultánea de 4 ó 5 ejes para mecanizar complejos perfiles de cuello de soldadura y caras en ángulo en una sola configuración. A diferencia del posicionamiento estándar de 3 ejes, el mecanizado simultáneo mantiene una concentricidad estricta (normalmente ≤0,01 mm) entre el orificio y el círculo del perno, lo que elimina los errores de tolerancia acumulados de varias configuraciones.
Valores de par y densidad de potencia del cabezal
Para el corte pesado de aceros al carbono y aleados forjados, evalúe los valores nominales de par de servicio continuo (50-100+ Nm) en lugar de la potencia máxima. Los husillos de par elevado que funcionan a rangos de RPM más bajos (500-2.000 RPM) permiten realizar cortes interrumpidos en bridas de fundición o forjadas, a la vez que minimizan las vibraciones que comprometen el acabado de la superficie de sellado.
Limitaciones de la envolvente de trabajo y del diámetro de giro
El diámetro máximo de giro sobre la bancada determina el mayor tamaño de brida (por ejemplo, ANSI 60″ Clase 600) que el equipo puede procesar. Asegúrese de que el recorrido del eje X supere el diámetro del círculo de pernos más grande en 20% como mínimo para tener en cuenta la holgura de la herramienta y el voladizo de la fijación durante las operaciones de taladrado.
Precisión posicional y compensación térmica
Para el cumplimiento de API 6A y ASME B16.5, especifique máquinas con precisión posicional ≤0,005 mm y repetibilidad bidireccional ≤0,003 mm. Los sistemas de compensación de deriva térmica y de retroalimentación lineal de la escala de vidrio mantienen las tolerancias de planitud críticas en superficies de sellado de caras elevadas y juntas tipo anillo (RTJ) a lo largo de tiradas de producción prolongadas.
Transferencia de piezas y automatización integradas
Los centros avanzados incorporan sistemas de recogida automática que transfieren las bridas entre las estaciones de torneado, taladrado y biselado mediante transportadores internos o manipulación robótica. Esta integración reduce la intervención manual en 60-70% y permite la producción continua de componentes de tuberías con un inventario WIP mínimo.
¿Qué términos específicos del sector rigen las operaciones de mecanizado de bridas?
Revestimiento de la brida
Proceso de mecanizado de precisión para crear superficies de sellado lisas, planas y paralelas (cara elevada, cara plana o ranura anular) que garantizan la integridad de la compresión de la junta en condiciones de tuberías de alta presión. Las operaciones de refrentado requieren fresas especializadas con capacidad de microalimentación para conseguir acabados superficiales de 3,2-6,3 Ra.
Ciclos enlatados para patrones de agujeros de pernos
Subrutinas CNC preprogramadas (como los ciclos de taladrado G81 con cálculos de círculo de pernos) que automatizan el mecanizado de orificios de pernos espaciados por igual alrededor de la circunferencia de la brida. Estos ciclos garantizan el cumplimiento del patrón ASME B16.5 a la vez que reducen el tiempo de programación para diámetros de círculo de paso variables.
Refrigerante a través del husillo (TSC)
Suministro de refrigerante a alta presión (70-150 bar) canalizado directamente a través de la línea central de la herramienta, esencial para la evacuación de virutas durante el taladrado profundo de orificios de pernos de brida. El TSC prolonga la vida útil de la herramienta en aplicaciones de acero inoxidable y superaleaciones, al tiempo que evita el endurecimiento de la pieza durante cortes interrumpidos.
Configuración de mecanizado Pick-Up
Una configuración de fabricación en la que la máquina transfiere automáticamente la pieza de trabajo entre varias estaciones de trabajo (torneado en bruto, refrentado de acabado, taladrado, roscado) utilizando husillos de recogida internos o transportadores. Esta configuración permite el mecanizado completo en una sola sujeción, manteniendo la consistencia del punto de referencia para las superficies de sellado críticas.
Herramientas activas e integración de estaciones
Herramientas de corte rotativas accionadas por la torreta o el almacén de herramientas de la máquina que realizan operaciones secundarias (biselado, desbarbado, marcado) sin retirar la brida de la fijación primaria. La integración de herramientas motorizadas elimina la manipulación secundaria y reduce el tiempo de ciclo total en 25-30%.
Soluciones de fijación de portapiezas
Sistemas de sujeción especializados (incluidos mandriles de diafragma, mordazas segmentadas o fijaciones de vacío) diseñados para minimizar la distorsión en bridas inoxidables de pared delgada, al tiempo que proporcionan una sujeción rígida para cortes interrumpidos pesados en componentes de aleación forjada.
Navegar por la dinámica del mercado y las tendencias de abastecimiento en el sector de los centros de mecanizado especial de bridas
¿Cuáles son las nuevas tendencias del mercado que están redefiniendo la adquisición de centros de mecanizado de bridas?
El sector mundial de centros de mecanizado de bridas está experimentando una rápida evolución impulsada por las enormes inversiones en infraestructuras en África, Sudamérica y Oriente Medio. La expansión del sector energético -especialmente en los complejos petroquímicos de Arabia Saudí, las plataformas petrolíferas marinas de Brasil y las nuevas redes de generación eléctrica de África- está creando una demanda sin precedentes de soluciones de mecanizado de alta precisión. Los equipos de compras están adquiriendo cada vez más equipos capaces de procesar acero al carbono, acero inoxidable y aleaciones especializadas con tolerancias estrechas, esenciales para las aplicaciones de sellado a alta presión. Este aumento de la demanda coincide con un cambio tecnológico hacia células de fabricación integradas que combinan múltiples operaciones dentro de plataformas únicas.
La automatización y la integración de la fabricación inteligente representan las tendencias operativas más significativas para 2024 y más allá. Los centros de mecanizado de bridas avanzados cuentan ahora con sistemas de transferencia automática que trasladan las piezas de trabajo sin problemas de las estaciones de torneado a las operaciones de taladrado y biselado, lo que elimina los errores de manipulación manual y reduce los tiempos de ciclo. La incorporación de la robótica de líderes del sector como FANUC permite una producción continua con una supervisión mínima, lo que soluciona la escasez de mano de obra cualificada que prevalece en los mercados emergentes. Para los compradores en ubicaciones industriales remotas, estas capacidades automatizadas garantizan un control de calidad constante al tiempo que minimizan los riesgos operativos asociados a los procesos de mecanizado manual.
La versatilidad y la capacidad de cambio rápido se han convertido en diferenciadores competitivos críticos en condiciones de mercado volátiles. Los modernos centros de mecanizado pick-up se adaptan a diversas especificaciones de bridas, desde conectores de tuberías de pequeño diámetro hasta bridas para grandes recipientes industriales, sin necesidad de grandes cambios de herramienta. Esta flexibilidad resulta inestimable para los contratistas de construcción y gestión de aguas residuales que gestionan varios tipos de proyectos simultáneamente. Además, la rigidez de la máquina y las tecnologías avanzadas de amortiguación de vibraciones permiten ahora el arranque de material pesado con menos pasadas, lo que prolonga la vida útil de la herramienta y reduce los intervalos de mantenimiento. Los profesionales de la contratación evalúan cada vez más el coste total de propiedad, dando prioridad a la durabilidad de los equipos que soportan programas de producción continuos en entornos industriales difíciles.
La digitalización y la resistencia de la cadena de suministro están modificando los criterios de selección de proveedores más allá de las especificaciones técnicas. Los compradores exigen ahora socios con certificación ISO 9001 que ofrezcan documentación digital completa, seguimiento de la producción en tiempo real y capacidades de mantenimiento predictivo. La tendencia hacia redes de servicio localizadas -que combinan una fabricación rentable con asistencia técnica regional- refleja las lecciones aprendidas de las recientes interrupciones de la cadena de suministro mundial. En el caso concreto de los compradores europeos y de Oriente Medio, los proveedores que demuestran disponer de sólidos marcos logísticos y experiencia aduanera para el envío internacional proporcionan una mitigación de riesgos esencial. Además, los proveedores de equipos que ofrecen programas de formación de la mano de obra y asistencia técnica posventa crean valor a largo plazo, garantizando que los centros de mecanizado funcionen con una eficiencia óptima durante todo su ciclo de vida.
¿Cómo pueden los compradores internacionales garantizar un aprovisionamiento sostenible y ético del mecanizado de bridas?
La sostenibilidad en la adquisición de maquinaria para bridas abarca ahora la trazabilidad de los materiales, la eficiencia energética y los principios de la economía circular en toda la cadena de suministro. Los compradores responsables exigen cada vez más documentación detallada para el acero al carbono, el acero inoxidable y los materiales de aleación, verificando las prácticas éticas de extracción y el cumplimiento de las normas medioambientales internacionales. Los avanzados centros de mecanizado CNC de 5 ejes contribuyen significativamente a los objetivos de sostenibilidad mediante la optimización de las trayectorias de corte que minimizan el desperdicio de material, reduciendo las tasas de chatarra hasta en 40% en comparación con el mecanizado convencional, manteniendo al mismo tiempo la precisión necesaria para las superficies de sellado críticas. Para los proyectos de infraestructuras en regiones sensibles desde el punto de vista medioambiental, esta reducción de residuos se traduce en beneficios ecológicos cuantificables y ahorro de costes.
El consumo de energía y la eficiencia operativa se han convertido en los principales parámetros de evaluación en la selección de equipos. Los modernos centros de mecanizado horizontal diseñados específicamente para la producción de bridas utilizan husillos de alta eficiencia y sistemas inteligentes de gestión de la energía que reducen las necesidades de electricidad sin comprometer las tasas de arranque de material. Los equipos de compras de regiones con elevados costes energéticos o estrictas normativas sobre emisiones de carbono, como los mercados de la Unión Europea, dan prioridad a la maquinaria con accionamientos regenerativos y gestión térmica optimizada. Además, los principales fabricantes están realizando la transición de las operaciones de las instalaciones a fuentes de energía renovables, ofreciendo a los compradores la alineación con los mandatos de sostenibilidad corporativa y los objetivos de reducción de emisiones de Alcance 3.
Las prácticas laborales éticas y las normas de seguridad en el lugar de trabajo ocupan ahora un lugar destacado en los procesos de diligencia debida B2B. Los compradores deben verificar que los proveedores de centros de mecanizado mantienen las certificaciones ISO 45001 de salud y seguridad en el trabajo junto con las normas de gestión de la calidad. La integración de sistemas de automatización y manipulación robótica tiene un doble objetivo: mejorar la productividad y eliminar los riesgos ergonómicos asociados a la manipulación manual de pesados componentes de bridas. Este enfoque tecnológico demuestra el compromiso del proveedor con el bienestar de los trabajadores, al tiempo que aborda las exigencias físicas del mecanizado de bridas industriales de gran diámetro. Además, la auditoría transparente de la cadena de suministro garantiza que la superficie subcontratada
Preguntas frecuentes para compradores B2B de Centro de mecanizado especial para bridas
¿Cuál es la diferencia entre un centro de mecanizado especial para bridas y un centro de mecanizado vertical estándar?
Los centros de mecanizado especial para bridas están diseñados específicamente para piezas en forma de disco con diámetros grandes y longitudes axiales cortas, mientras que los centros de mecanizado vertical (CMV) estándar están optimizados para componentes prismáticos. Estas máquinas especializadas presentan una mayor rigidez del husillo y soluciones de portapiezas personalizadas diseñadas para sujetar bridas de gran diámetro, a menudo superiores a 500 mm, al tiempo que minimizan las vibraciones durante los cortes de refrentado pesados. A diferencia de los CMV estándar, que requieren varias configuraciones para torneado, taladrado y biselado, los centros de mecanizado de bridas integran estas operaciones con transferencia automática de piezas entre estaciones, lo que reduce el tiempo de configuración hasta en 70%.
¿Cuáles son las operaciones de mecanizado típicas que se realizan en un centro de mecanizado especial para bridas?
Estos centros realizan el procesamiento completo de bridas, desde el material en bruto hasta el producto acabado, mediante operaciones secuenciales que incluyen el torneado exterior e interior, el refrentado para superficies de sellado de juntas y el taladrado de orificios de pernos con diámetros de círculo de pernos (BCD) precisos. Las configuraciones avanzadas realizan biselado, desbarbado y corte de ranuras para bridas con juntas tipo anillo (RTJ) en configuraciones únicas. Algunos sistemas también incorporan estaciones de grabado para marcas de grado de material y códigos de trazabilidad, lo que elimina los pasos de procesamiento secundarios necesarios cuando se utilizan tornos o fresadoras convencionales.
¿Qué industrias requieren centros de mecanizado especial de bridas para la producción de accesorios de tubería?
Los operadores de oleoductos y gasoductos de regiones como Oriente Medio y Sudamérica, junto con las refinerías petroquímicas y las instalaciones de generación de energía, representan los principales sectores de demanda. Estas industrias requieren una producción de gran volumen de bridas estándar ASME/ANSI y especificaciones API personalizadas para proyectos de infraestructuras críticas. Las instalaciones de tratamiento de aguas, los astilleros de los mercados europeos y las plantas desalinizadoras de Arabia Saudí también utilizan estas máquinas para fabricar bridas de acero inoxidable dúplex resistentes a la corrosión que se utilizan en entornos difíciles.
¿Qué especificaciones deben tenerse en cuenta al adquirir un centro de mecanizado especial de bridas para piezas de gran diámetro?
Evalúe el diámetro de giro máximo y la capacidad de carga de la mesa para garantizar el alojamiento de las piezas de trabajo más grandes, incluidos los requisitos de futuros proyectos de energía eólica o plataformas marinas. La potencia y el par nominales del husillo deben permitir el arranque de material pesado en materiales resistentes como Inconel o acero inoxidable superdúplex sin vibraciones. Compruebe que la capacidad del almacén de herramientas admite patrones de orificios complejos (normalmente, de 4 a 24 orificios por brida) y confirme que el sistema de gestión de virutas gestiona la generación de virutas de acero o aleaciones de gran volumen, habitual en entornos de producción continua.
¿Cómo puede la integración de la automatización reducir los costes operativos en la fabricación de bridas?
Los modernos centros de mecanizado de bridas se integran con los sistemas robóticos y de transporte automático de FANUC para permitir la fabricación sin iluminación, lo que reduce significativamente los costes de mano de obra en mercados con una elevada presión salarial. La transferencia automática de piezas entre las estaciones de torneado y taladrado elimina los errores de reposicionamiento manual al tiempo que aumenta el rendimiento en 40-60% en comparación con las máquinas independientes. Esta automatización resulta especialmente valiosa para los compradores de Brasil y los mercados africanos que desean ampliar la producción sin aumentar proporcionalmente el número de operarios cualificados.
¿Qué herramientas y sistemas de refrigeración son esenciales para el mecanizado de bridas de aleaciones exóticas?
Al procesar aleaciones con base de níquel o aceros inoxidables superdúplex comunes en los campos petrolíferos de Arabia Saudí, los sistemas de refrigeración a alta presión (más de 70 bares) son esenciales para la evacuación de virutas y la gestión del calor para evitar el endurecimiento del trabajo. Busque máquinas con suministro de refrigerante a través del husillo y portaherramientas especializados que minimicen las vibraciones durante los cortes interrumpidos. El sistema debe admitir fresas de plaquita indexables para el desbaste y barras de mandrinar rectificadas con precisión para el acabado de superficies de sellado a Ra 3,2 µm o superior.
¿Qué protocolos de garantía de calidad deben verificar los compradores internacionales antes de la adquisición?
Garantizar que los fabricantes proporcionen la certificación ISO 9001:2015 con procedimientos específicos para la inspección dimensional de bridas mediante verificación CMM (máquina de medición por coordenadas). Exigir documentación de sistemas de trazabilidad de materiales que cumplan las normas EN 10204 3.1 o 3.2 exigidas en los mercados europeos y de Oriente Medio. Verificar la capacidad de la máquina para mantener la concentricidad dentro de 0,02 mm y los requisitos de acabado superficial para aplicaciones que contengan presión, con informes de inspección completos para cada lote de producción.
¿Cómo mejoran las configuraciones multiestación el retorno de la inversión en comparación con los tornos CNC convencionales?
Los centros de bridas multiestación consolidan operaciones que tradicionalmente requerían de tres a cuatro máquinas independientes (torno, taladro, estación de biselado, marcado), lo que reduce los requisitos de espacio en planta en 60% y los gastos de capital. La capacidad de procesamiento en paralelo -en la que una estación carga mientras otra mecaniza- permite tiempos de ciclo inferiores a 3 minutos para bridas ANSI estándar, frente a los 8-12 minutos de los equipos convencionales. Para los compradores de los mercados emergentes, esta eficiencia se traduce en puntos de equilibrio más rápidos, normalmente entre 18 y 24 meses para los productores de grandes volúmenes que prestan servicio a proyectos de infraestructuras.
Descargo de responsabilidad y condiciones de uso
⚠️ Descargo de responsabilidad importante
La información facilitada en esta guía, incluido el contenido relativo a fabricantes, especificaciones técnicas y análisis de mercado, tiene únicamente fines informativos y educativos. No constituye asesoramiento profesional en materia de adquisiciones, asesoramiento financiero ni asesoramiento jurídico.
Los compradores B2B deben llevar a cabo su propia diligencia debida independiente y exhaustiva antes de tomar cualquier decisión de compra. El riesgo de confiar en la información contenida en esta guía es responsabilidad exclusiva del lector.
Lista de los 1 mejores Centro de mecanizado especial para bridas fabricantes & proveedores
1. Fabricación MAIN - Bridas hidráulicas
Dominio: mainmanufacturing.com
Registrado: 2007 (19 años)
Introducción: MAIN Manufacturing se especializa en bridas y componentes hidráulicos, incluidas bridas hidráulicas de 4 pernos, bridas divididas SAE, bridas reductoras, bridas soldadas SAE y conectores hidráulicos especiales. Productos fabricados en acero al carbono y acero inoxidable (incluido 316L) según normas como SAE J518, ISO 6162, ISO 6164 y JIS. La empresa mantiene un inventario de $4 millones, de los que aproximadamente la mitad son spe...
Conclusión y perspectivas estratégicas para el centro de mecanizado especial de bridas
A medida que se aceleran los proyectos mundiales de infraestructuras y energía en África, Sudamérica y Oriente Medio, la adquisición estratégica de centros de mecanizado especial de bridas exige pasar de una evaluación basada únicamente en los costes a asociaciones basadas en las capacidades. Los compradores deben dar prioridad a los proveedores que ofrezcan sistemas de gestión de calidad certificados, asistencia técnica localizada y automatización escalable para navegar por cadenas de suministro volátiles y cumplir rigurosas normas industriales.
¿Qué deben priorizar los compradores al evaluar a los proveedores de centros de mecanizado de bridas?
Céntrese en socios que demuestren procesos de fabricación con certificación ISO 9001 junto con capacidades de CNC multieje (3, 4 y 5 ejes) que se adapten a diversos materiales, desde acero al carbono hasta aleaciones exóticas. Evalúe la integración de la automatización, como la transferencia automática de piezas entre estaciones de torneado y taladrado, que minimiza los costes de mano de obra al tiempo que mantiene la precisión. Asegúrese de que dispone de un servicio posventa completo que incluya formación para los operarios y disponibilidad de piezas de repuesto en su región.
¿Cómo pueden los equipos de compras maximizar el retorno de la inversión a largo plazo?
Realice inversiones de futuro seleccionando centros de mecanizado con capacidad de cambio rápido y compatibilidad robótica (integración de FANUC) para gestionar las especificaciones de bridas en evolución sin redundancia de capital. Dar prioridad a la construcción de máquinas rígidas que reduzcan las vibraciones y el tiempo de inactividad por mantenimiento durante los ciclos de producción continua. Establecer canales de comunicación directa con el departamento de ingeniería, desde la revisión inicial de los planos hasta el control de calidad final, garantiza que las especificaciones se ajustan a las normas industriales regionales.
Al equilibrar las necesidades inmediatas de producción con la adaptabilidad tecnológica, los compradores B2B se aseguran no sólo equipos, sino asociaciones estratégicas de fabricación capaces de respaldar complejos proyectos de petróleo, gas e infraestructuras en diversos mercados internacionales.