Introduction: Navigating the Global Market for Bridge Type Machining Center
When expanding production capabilities to handle oversized components—from wind turbine housings to aerospace molds—manufacturers across Saudi Arabia, Germany, and emerging markets face the critical challenge of sourcing bridge type machining centers for heavy-duty precision manufacturing. These substantial capital investments demand more than catalog specifications; they require strategic evaluation of structural rigidity, automation integration, and long-term ROI in diverse industrial environments ranging from African mining operations to European automotive facilities.
Why Is Structural Stability the Deciding Factor for Large-Part Machining?
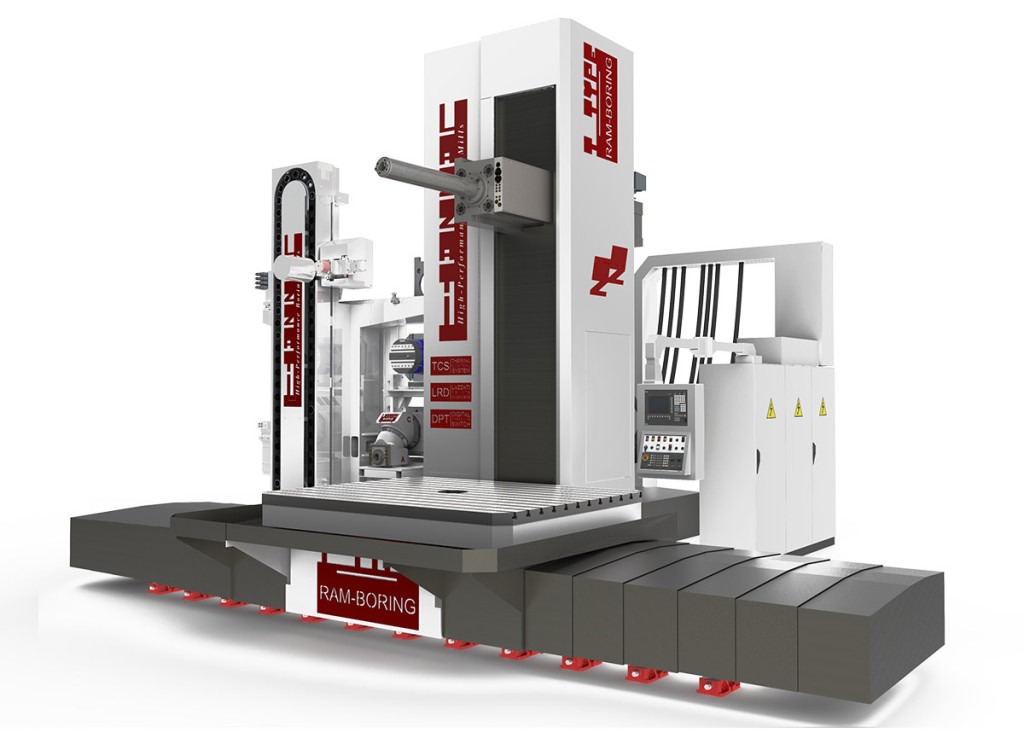
Bridge type machining centers distinguish themselves through a unique gantry-style architecture where the bridge moves over a fixed worktable, delivering exceptional stability when processing massive workpieces up to 8,000mm in length. Unlike standard vertical machining centers, these systems maintain micron-level accuracy despite heavy cutting forces, making them indispensable for energy sector components, precision mold manufacturing, and defense applications where vibration elimination directly correlates with surface finish quality and tool longevity.
How Can International Buyers Navigate Specifications and Supplier Selection?
This comprehensive guide examines critical selection criteria including X/Y/Z travel distances, spindle power configurations ranging from 15kW to 35kW, and automation options like automatic head changers that transform 3-axis systems into 5-face machining solutions. We analyze regional infrastructure requirements, after-sales support networks, and total cost of ownership models specifically for buyers in Africa, South America, the Middle East, and Europe—addressing everything from foundation specifications to control system compatibility with existing shop floors.
By synthesizing technical specifications with procurement strategies tailored to global supply chains, this resource empowers decision-makers to evaluate manufacturers objectively and secure machinery that delivers sustainable competitive advantage in high-stakes manufacturing sectors.
Understanding Bridge Type Machining Center Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Compact Bridge Type (SP/NVP Series) | X-travel 2,000–3,000 mm; Table load 3,500–10,000 kg; BT50 taper; Gear/direct-drive spindles up to 12,000 RPM | Precision mold manufacturing; Automotive prototyping; General mechanical components | Pros: Lower capital investment; |
Key Industrial Applications of Bridge Type Machining Center
| Industry/Sector | Specific Application of Bridge Type Machining Center | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Aerospace & Defense | Precision machining of aircraft wing spars, fuselage bulkheads, and landing gear components from aluminum and titanium alloys | Achieves micron-level tolerances on oversized components while maintaining structural integrity through vibration-free heavy cutting | 5-axis simultaneous machining capability, thermal compensation systems, and compliance with aerospace quality standards (AS9100) |
| Energy & Power Generation | Manufacturing wind turbine nacelle frames, hydroelectric turbine blades, and oil/gas valve bodies from large steel and cast iron castings | Enables complete roughing and finishing of massive energy components in single setups, reducing lead times and improving dimensional accuracy | High-torque spindles (30kW+) for exotic alloys, table load capacity exceeding 10,000 kg, and robust chip management systems |
| Automotive & Heavy Transportation | Machining EV battery trays, engine blocks, chassis components, and large stamping dies for high-volume production | Supports unattended production with multi-face machining capabilities, ensuring consistent quality across high-volume manufacturing runs | High-speed spindles (8,000+ RPM), large capacity tool magazines (60+ tools), and seamless integration with robotic automation systems |
| Mold & Die Manufacturing | Producing large injection molds, press dies, and prototype tooling with complex deep cavities and fine surface requirements | Delivers superior surface finishes and precise cavity geometries through stable bridge structure that eliminates tool chatter on deep cuts | Direct-drive high-speed spindles, advanced CAD/CAM compatibility, and precision linear scales for tight tolerance maintenance |
| Heavy Machinery & Capital Equipment | Fabrication of machine tool bases, mining equipment frames, and industrial robot structures from large welded fabrications | Reduces setup time by 60% through single-setup processing of oversized welded structures, improving geometric accuracy and throughput | Extended X-axis travel (4,000mm+), automatic head changers for 5-face machining, and rigid construction for interrupted cutting operations |
How Does Bridge Type Machining Center Technology Support Aerospace Manufacturing in Emerging Markets?
In aerospace manufacturing across the Middle East and Europe, bridge type machining centers excel at producing large structural components such as wing spars, fuselage sections, and landing gear housings. These machines solve the challenge of machining oversized aluminum and titanium workpieces that exceed conventional VMC capacities while maintaining the tight tolerances required for flight safety. Buyers in this sector should prioritize machines with 5-axis simultaneous capability and thermal compensation systems to handle temperature fluctuations in regional manufacturing environments, ensuring consistent accuracy during extended machining cycles of heat-resistant aerospace alloys.
What Are the Critical Applications for Bridge Mills in Energy Infrastructure Development?
For energy infrastructure projects in Saudi Arabia, South America, and Africa, bridge mills are essential for fabricating massive components like wind turbine nacelle frames, hydroelectric turbine blades, and oil field valve bodies. The technology addresses the difficulty of processing large cast iron and steel castings that require heavy roughing and precision finishing in single setups. Procurement teams must evaluate spindle torque ratings and table load capacities exceeding 10,000 kg to handle these substantial workpieces, while ensuring the machine offers robust chip evacuation systems to manage the high material removal rates

A stock image related to Bridge Type Machining Center.
3 Common User Pain Points for ‘Bridge Type Machining Center’ & Their Solutions
Scenario 1: How Can You Prevent Vibration-Induced Precision Loss During Heavy-Duty Cutting?
The Problem: When machining dense materials like titanium aerospace structures or hardened steel molds, excessive cutting forces generate harmonic vibration through the bridge structure. This compromises surface finish quality and threatens tight tolerances, particularly during aggressive roughing operations or high-speed finishing passes on large workpieces.
The Solution: Specify machines equipped with twin hydraulic counterweight cylinders and 22-step gear box transmissions delivering high torque at lower RPM ranges (4,000–6,000 RPM). Opt for cast iron constructions with reinforced ribbing and caterpillar-type chip conveyors to maintain stability. Additionally, ensure the machine features adjustable torque-limit clutches on all three axes to prevent overload-induced deflection during interrupted cuts.
Scenario 2: What Solutions Address Workflow Inefficiencies in Mixed Batch Production?
The Problem: Bridge type centers excel at large workpieces but create operational bottlenecks when facilities must machine smaller components or prototypes. The expansive work envelope becomes underutilized, while setup times for smaller parts on massive tables reduce overall equipment effectiveness (OEE) and prolong delivery schedules.
The Solution: Configure the machine with automatic head changers and 5-face machining capabilities to eliminate multiple setups. Select models offering optional high-speed direct-drive spindles (8,000–12,000 RPM) alongside standard gear-driven options. Implement modular fixture systems and pallet changers to minimize changeover times. For diverse production environments, consider bridge machines with extended tool magazines (60–120 tools) to accommodate varied cutting requirements without manual intervention.
Scenario 3: How Do You Maintain Thermal Stability During Extended Precision Machining?
The Problem: Continuous operation on large energy sector components or complex injection molds generates significant heat in the spindle and structural elements. Without proper thermal management, the bridge structure experiences micro-expansion, causing dimensional drift that violates micron-level tolerances over long machining cycles.
The Solution: Prioritize machines with integrated spindle cooling systems and heat exchangers for electrical cabinets. Specify X-axis optical linear scales with semi-closed feedback systems for real-time positional compensation. Additionally, ensure the machine includes centralized automatic lubrication systems with recycling oil collectors to minimize friction-induced heat. For critical precision work, maintain facility ambient temperature control and utilize machines with built-in temperature monitoring sensors that automatically adjust feed rates.
Strategic Material Selection Guide for Bridge Type Machining Center
Bridge type machining centers excel at processing large, high-value workpieces where rigidity and precision are paramount. For international manufacturers in aerospace, energy, and automotive sectors, selecting the appropriate material requires balancing mechanical requirements, machining efficiency, and total cost of ownership. Material choice directly impacts spindle configuration, tooling budgets, and cycle times. This guide analyzes four critical materials commonly processed on these machines, providing actionable insights for procurement teams and production engineers evaluating capital equipment investments across diverse industrial markets.
How to Optimize Bridge Type Machining for Hardened Tool Steel?
Hardened tool steels such as H13 and D2 represent the backbone of mold and die manufacturing, requiring the substantial rigidity that bridge type centers provide to resist deflection during heavy cutting. These materials typically reach 45-60 HRC hardness, demanding high-torque gear-driven spindles and robust thermal management systems to prevent dimensional drift. The bridge structure’s inherent stability prevents chatter during aggressive roughing operations while maintaining micron-level precision during subsequent finishing passes. However, accelerated tool wear and the necessity for specialized coated carbide inserts or ceramic tooling significantly increase operational costs. For automotive injection molds and large press dies serving high-volume production, the superior surface finish achievable and extended mold life justify the investment in dedicated tooling strategies and slower feed rates.
What Are the Critical Factors for Titanium Alloy Machining Success?
Titanium alloys, particularly Ti-6Al-4V, present unique metallurgical challenges due to poor thermal conductivity and high chemical reactivity at elevated cutting temperatures. Bridge type machining centers address these issues through high-pressure coolant systems and rigid column structures that dampen vibrations during the low-speed, high-torque cutting strategies titanium requires. Aerospace manufacturers favor titanium for structural components and landing gear where strength-to-weight ratios are critical, though machining generates excessive heat that can damage spindle bearings and compromise surface integrity if not properly managed. The material’s tendency to work-harden instantaneously necessitates continuous cutting paths and optimized feed rates without dwell, making advanced CAM programming and rigid workholding essential for cost-effective production and scrap reduction.
Why Is Aluminum Preferred for High-Speed Large Component Production?
High-strength aluminum alloys including 7075-T6 and 6061-T6 enable high-speed machining strategies that maximize the rapid traverse capabilities of modern bridge type centers equipped with direct-drive spindles. These materials suit large aerospace panels, automotive prototype tooling, and semiconductor fabrication equipment where material removal rates directly impact project profitability and time-to-market. Unlike harder materials, aluminum allows for aggressive cutting parameters and spindle speeds up to 12,000 RPM, though chip evacuation becomes critical in deep pocket machining to prevent recutting and heat buildup. While raw material costs remain moderate compared to exotic alloys, the risk of built-up edge on cutting tools requires careful coolant selection, polished tool coatings, and optimized geometry to prevent surface defects on precision components.
How Does Ductile Cast Iron Perform in Heavy-Duty Industrial Applications?
Ductile cast iron (nodular iron) serves as the primary material for large machine tool beds, wind turbine housings, and heavy industrial molds where vibration damping properties are essential for final application performance. The material’s graphite nodule structure provides natural lubrication during cutting operations, extending carbide tool life significantly compared to steel while offering superior compressive strength and fatigue resistance. Bridge type centers handle these massive castings through high table load capacities often exceeding 10,000 kg, though the abrasive nature of cast iron generates significant particulate matter requiring robust chip conveyor systems, magnetic separators, and comprehensive machine way protection. The relatively low material cost and excellent machinability make it ideal for prototype development and medium-volume production runs in general machinery manufacturing.
| Материал | Typical Use Case for Bridge Type Machining Center | Key Advantage | Key Disadvantage/Limitation | Relative Cost |
|---|---|---|---|---|
| Hardened Tool Steel | Injection molds, die casting dies, press tools | Exceptional wear resistance and hardness for long-lasting tooling | High cutting forces accelerate tool wear; requires rigid setup | High |
| Titanium Alloys | Aerospace structural components, medical implants | Superior strength-to-weight ratio for critical load-bearing parts | Poor thermal conductivity causes heat concentration; work-hardens rapidly | Very High |
| Aluminum Alloys | Aircraft panels, automotive prototypes, large fixtures | High-speed machinability enables rapid material removal rates | Soft material risks burr formation and built-up edge; lower wear resistance | Low |
| Ductile Cast Iron | Machine bases, wind turbine housings, heavy |

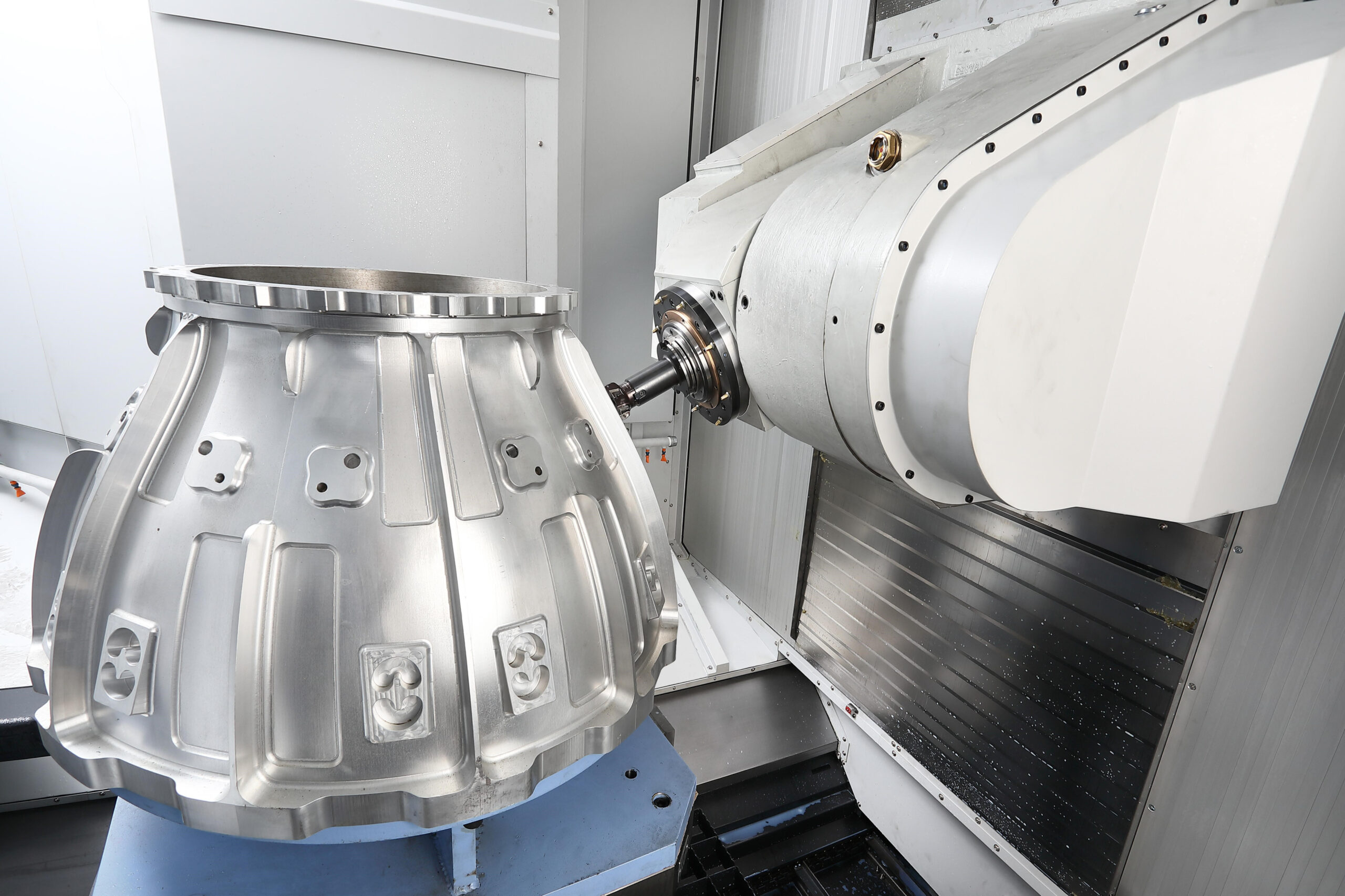
A stock image related to Bridge Type Machining Center.
In-depth Look: Manufacturing Processes and Quality Assurance for Bridge Type Machining Center
Bridge type machining centers represent significant capital investments where manufacturing quality directly determines decades of operational performance. For procurement teams evaluating these machines for heavy-duty applications—from Saudi Arabian energy sector components to German automotive molds—understanding the production methodologies and quality validation protocols is essential for risk mitigation and total cost of ownership calculations.
How Is the Cast Iron Structure Engineered for Heavy-Duty Stability?
Premium bridge type machining centers begin with high-grade Meehanite or equivalent cast iron formulations that undergo prolonged stress-relief heat treatment to eliminate internal residual stresses. The bridge structure—spanning distances ranging from 1,300mm to 5,800mm between columns depending on the series—requires precision machining of the mating surfaces to ensure the spindle head maintains rigidity during heavy cutting operations. Manufacturers utilize CNC planer mills and guideway grinders to achieve the geometric tolerances necessary for the X-axis traverse, which often extends beyond 8,000mm in large gantry configurations. Twin hydraulic counterweight cylinders, integrated during assembly, must be precisely calibrated to balance the Z-axis headstock and eliminate mechanical stress on the ball screw drives.
What Precision Manufacturing Techniques Ensure Geometric Accuracy?
The production of these machines demands multi-stage precision finishing where critical bearing surfaces undergo hand-scraping or turcite application to enhance oil film retention and damping characteristics. Linear guideways are ground to sub-micron parallelism specifications, with X-axis optical linear scales installed and verified using laser interferometry during the assembly phase rather than added as aftermarket accessories. For the Y and Z axes, semi-closed feedback systems with external encoders require meticulous alignment to prevent cumulative positioning errors across the large work envelope. The table surface, supporting loads up to 20,000kg in heavy-duty configurations, is finish-machined to ensure flatness tolerances that directly transfer to workpiece precision.
How Are Spindle Systems Manufactured for Multi-Material Versatility?
Spindle manufacturing varies significantly based on the intended application, with production lines distinguishing between 22-step gear box transmissions for high-torque roughing and direct-drive or built-in motor spindles for high-speed finishing. Each spindle undergoes dynamic balancing to ISO G2.5 or better standards, followed by run-in testing to verify thermal stability. The integration of spindle cooling systems—whether oil-cooled or refrigerated—occurs during the manufacturing phase to ensure seamless thermal management during continuous operation. Taper interfaces, whether BT50 or BBT50 dual-contact configurations, are ground and inspected for concentricity to minimize tool runout during heavy cuts on titanium or hardened steel components.
What Quality Assurance Protocols Validate Machine Performance?
Comprehensive quality control extends beyond component inspection to include full-machine geometric accuracy testing using electronic levels, laser alignment systems, and telescoping ballbars to verify circular interpolation accuracy. Manufacturers conduct heavy cutting test cuts on standardized test pieces to validate vibration damping characteristics and surface finish capabilities under load. Positioning accuracy and repeatability are verified against ISO 10791-1 or VDI/DGQ 3441 standards, with actual measured values documented rather than simple pass/fail certifications. For machines destined for the European market, CE conformity assessment includes verification of safety interlocks on fully enclosed splash guards and emergency stop response times.
How Do Manufacturers Ensure Reliability in Harsh Operating Environments?
Given the diverse operational contexts across African, Middle Eastern, and South American installations, quality assurance protocols include accelerated life testing of electrical components and heat exchangers for electrical cabinets to ensure performance in high-ambient-temperature environments. Centralized automatic lubrication systems are pressure-tested to prevent oil starvation in dusty conditions, while chip management systems—including caterpillar-type conveyors and coil-type augers—are validated for continuous operation without jamming. Protection ratings for electrical enclosures typically meet IP54 standards or higher to resist ingress from metal dust and coolant mist common in heavy manufacturing environments.
What Documentation Should International Buyers Demand During Procurement?
B2B buyers should require comprehensive manufacturing documentation including material certificates for cast iron components, heat treatment records, and spindle run-in test reports. Factory Acceptance Testing (FAT) protocols should specify actual cutting tests using the buyer’s specified materials rather than generic aluminum test pieces. Calibration certificates for linear scales and encoders must trace to national standards, while software backup systems ensure parameter preservation during international shipping. For Middle Eastern and African markets, compliance with SASO or local electrical safety standards should be verified during the QA phase to avoid customs delays.
Understanding these manufacturing and quality assurance dimensions enables procurement teams to evaluate suppliers beyond specifications sheets, ensuring the selected bridge type machining center delivers the micron-level precision and reliability required for aerospace, energy, and automotive production demands.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘Bridge Type Machining Center’
Bridge type machining centers represent significant capital investments requiring systematic evaluation across technical specifications, operational requirements, and vendor capabilities. This checklist guides procurement teams through critical decision points to ensure selected equipment aligns with production demands, infrastructure constraints, and long-term operational goals in diverse international markets.
1. How Do You Match Machine Specifications to Your Workpiece Requirements?
Begin by analyzing your largest workpiece dimensions against X, Y, and Z axis travels, ensuring 20-30% clearance for tooling and fixturing operations. Verify table load capacity—heavy aerospace or energy sector components often require systems supporting 2,500 kg/m² or higher, while compact models handle 3,500-10,000 kg total distributed loads. Check distance-between-columns specifications to confirm gantry clearance for wide workpieces, particularly when machining large molds or turbine components.
2. What Spindle Configuration Best Suits Your Material and Cutting Strategy?
Select gear-driven spindles (4,000-6,000 RPM) for high-torque heavy cutting in hardened steels and titanium alloys, or direct-drive/built-in options (8,000-12,000 RPM) for aluminum and precision finishing applications. Match spindle motor power (15-35 kW continuous rating) to your material removal rate requirements. Evaluate automatic head changer compatibility if your operation requires 5-face machining flexibility to eliminate multiple setups.
3. Which Automation Features Maximize Your Operational Efficiency?
Specify tool magazine capacity based on process complexity—standard 32-tool configurations suit general machining, while 60-120-tool magazines reduce changeover downtime for complex mold work. Ensure robust chip management through caterpillar-type conveyors and coil augers to maintain thermal stability. Verify centralized automatic lubrication systems and spindle cooling mechanisms support continuous operation during extended cutting cycles.
4. How Do You Evaluate Control Systems and Precision Feedback Mechanisms?
Specify CNC controllers (Fanuc, Siemens, or Heidenhain) compatible with your existing programming infrastructure and operator expertise. Demand X-axis optical linear scales and semi-closed feedback systems for Y/Z axes to maintain micron-level precision during heavy cuts. Confirm rapid feed rates (typically 20 m/min) align with your production cycle time requirements and verify rigid tapping capabilities for threading operations.
5. What Infrastructure and Logistical Considerations Ensure Successful Installation?
Confirm foundation specifications and anchor bolt requirements before delivery—bridge machines require rigid, vibration-dampening bases capable of supporting distributed loads exceeding 20,000 kg. Verify electrical power compatibility for high-capacity spindle motors and auxiliary systems. Assess shipping dimensions and facility access constraints, particularly for large gantry systems exceeding 4,000mm X-travel that may require specialized rigging or facility modifications.
6. How Do You Assess Vendor Support and Total Cost of Ownership?
Investigate regional service networks in your target territory (Africa, Middle East, Europe, or South America) for spare parts availability and technical response capabilities. Evaluate warranty terms, operator training programs, and remote diagnostic support. Calculate long-term operational costs including power consumption, tooling compatibility (BT50 vs. BBT50 tapers), and maintenance intervals for critical components like gearboxes and linear motion systems.

A stock image related to Bridge Type Machining Center.
Comprehensive Cost and Pricing Analysis for Bridge Type Machining Center Sourcing
Bridge type machining centers represent significant capital investments with pricing tiers that vary dramatically based on technical specifications, geographic sourcing, and automation levels. For procurement teams in Saudi Arabia, Germany, and emerging manufacturing hubs across Africa and South America, understanding the nuanced cost structure beyond the base machine price is essential for accurate budget forecasting and ROI calculations.
What Factors Drive the Base Price of Bridge Type Machining Centers?
The fundamental cost correlates directly with work envelope dimensions and structural rigidity. Entry-level bridge mills with 2,000mm X-axis travel and 3,500kg table capacity typically start at significantly lower price points than large gantry-style systems exceeding 6,000mm X-travel with 20,000kg load capacities. The casting quality and column distance specifications substantially influence material costs, with heavy-duty configurations designed for aerospace and energy sector applications commanding premiums due to enhanced vibration dampening and thermal stability requirements.
How Do Spindle Configurations and Automation Features Impact Total Investment?
Spindle technology represents a major cost variable within the specification sheet. Gear-driven spindles (4,000–6,000 RPM) offer cost-effective solutions for heavy cutting of steel and iron, while direct-drive and built-in motor spindles (8,000–12,000 RPM) with advanced cooling systems can increase investment by 15–25%. Automation features further differentiate pricing tiers: automatic head changers enabling 5-face machining, expanded tool magazines (60–120 stations versus standard 32), and full closed-loop linear scale feedback on all axes add incremental costs but dramatically reduce cycle times for complex mold and aerospace components.
What Hidden Costs Should International Buyers Anticipate Beyond FOB Pricing?
For buyers in the Middle East, Africa, and South America, total landed costs often exceed base machine prices by 20–35%. Sea freight for machines weighing 15–40 tons requires specialized flat-rack containers or break-bulk shipping, while import duties vary significantly—ranging from 5% in GCC countries to 15–25% in certain African and South American markets. Installation and commissioning typically require manufacturer technicians for 1–2 weeks, with daily rates of $800–1,200 plus travel expenses. Foundation preparation, including vibration isolation and coolant management systems, represents additional capital expenditure frequently overlooked in initial budgeting.
How Can Buyers Optimize Procurement Through Regional Sourcing Strategies?
European buyers often prioritize CE-certified systems with Siemens or Heidenhain controls, while Middle Eastern markets frequently negotiate turnkey packages including operator training and initial tooling sets. African and South American buyers should evaluate warranty terms and local service network availability, as remote technical support capabilities significantly reduce long-term operational costs. Exploring manufacturer financing options or export credit agencies can improve cash flow, with many Asian suppliers offering competitive 30–40% down payment structures compared to European manufacturers requiring 50–60% upfront for international orders.
By analyzing specifications against actual production requirements rather than purchasing maximum capacity, procurement teams can avoid over-specification while ensuring critical features—such as adequate spindle torque for titanium machining or sufficient tool capacity for unmanned operation—meet operational demands without unnecessary expenditure.
Alternatives Analysis: Comparing Bridge Type Machining Center With Other Solutions
When evaluating capital equipment for large-scale precision manufacturing, understanding the mechanical distinctions between machine configurations is critical for facilities across emerging and established industrial markets. While bridge type machining centers excel in handling oversized, heavy workpieces with exceptional stability and multi-sided accessibility, alternative architectures offer distinct advantages depending on production volume, part geometry, and facility constraints. Strategic procurement decisions—particularly for manufacturers in Saudi Arabia, Germany, and growing industrial hubs in Africa and South America—require balancing work envelope requirements against capital expenditure and operational flexibility.
How Do Gantry Type Machining Centers Differ From Bridge Type Solutions?
| Comparison Aspect | Обрабатывающий центр мостового типа | Gantry Type Machining Center | C-Frame Vertical Machining Center |
|---|---|---|---|
| Structural Configuration | Movable bridge traverses fixed table; twin-column design | Fixed bridge with movable table; workpiece travels beneath |
Essential Technical Properties and Trade Terminology for Bridge Type Machining Center
Bridge type machining centers represent a distinct category of vertical machining centers where the spindle traverses a movable bridge structure spanning a fixed worktable. For procurement teams evaluating capital equipment investments across diverse industrial sectors—from Saudi Arabian energy infrastructure to German automotive tooling—understanding the specific technical nomenclature and performance metrics is critical for aligning machine specifications with production requirements.
What Determines the Rigidity of a Bridge Type Machining Center?
The structural integrity depends heavily on the distance between columns (column span) and the bridge clearance above the table. This dimension dictates the maximum workpiece width and the stability during heavy cutting operations. High-grade Meehanite cast iron construction with box-way or linear guide configurations provides the necessary damping characteristics to resist chatter when machining hardened steels or titanium alloys common in aerospace and defense applications.
How Do You Calculate Required Axis Travel for Large Components?
The work envelope defined by X, Y, and Z-axis travels must exceed your largest workpiece dimensions by at least 20% to accommodate fixturing and tool length. X-axis travel typically ranges from 2,000mm to 8,000mm in industrial models, while Z-axis stroke determines the maximum part height and deep-cavity mold machining capability. Verify that the table load capacity—specified in either total kilograms or kg/m²—matches your heaviest workpieces including fixtures, particularly critical for wind turbine component manufacturing.
Why Does Spindle Duty Cycle Rating Matter for Heavy Machining?
Spindle power ratings differentiate between continuous duty (S1), 30-minute duty (S2), and intermittent duty (S3) cycles per IEC standards. For bridge machines tackling power generation components or large molds, continuous power output (measured in kW) and torque at low RPMs prove more critical than maximum speed. Gear-driven spindles offer superior torque for roughing, while direct-drive or built-in motor spindles excel in high-speed finishing operations requiring 8,000–12,000 RPM.
What Is the Difference Between Bridge Type and Gantry Type Construction?
While often used interchangeably in trade literature, bridge type machines feature a moving bridge over a fixed table, whereas gantry type machines move the table beneath fixed columns. Bridge designs offer superior workpiece accessibility and are preferred for heavy, irregularly shaped components common in energy and marine sectors, while gantry configurations suit extremely long parts requiring continuous table movement.
How Do BBT and BT Taper Specifications Affect Tooling Costs?
BBT (Big Plus) and standard BT (Japanese standard) or CAT tapers define the tool-to-spindle interface. BBT50 dual-contact tapers provide enhanced rigidity and improved Z-axis repeatability compared to standard BT50, justifying the premium tooling investment for high-precision aerospace applications where tool deflection directly impacts surface finish quality.
What Does Semi-Closed Loop Feedback Mean for Positioning Accuracy?
Positioning systems utilize linear scales (closed-loop) on critical axes like X-axis, while Y and Z axes may employ semi-closed loop systems using rotary encoders on ball screws. This hybrid approach balances cost and precision, though full closed-loop systems with glass scales are recommended for mold-making requiring micron-level tolerances over extended travel distances.
How Do Automatic Head Changers Enable 5-Face Machining?
An automatic head changer (AHC) allows the machine to automatically switch between vertical and horizontal spindle orientations or specialized angle heads. When combined with high-capacity Automatic Tool Changers (ATC) ranging from 32 to 120 tools, this configuration transforms a standard 3-axis bridge machine into a 5-face machining center, eliminating the need for workpiece repositioning and reducing cumulative tolerance errors in large component production.
Navigating Market Dynamics and Sourcing Trends in the Bridge Type Machining Center Sector
The global bridge type machining center market is undergoing significant transformation as infrastructure investments accelerate across emerging economies and advanced manufacturing sectors prioritize operational resilience. For B2B buyers in regions spanning Africa, South America, the Middle East, and Europe, understanding these shifting dynamics is essential for securing equipment that balances cutting-edge capability with long-term supply chain stability. The intersection of technological advancement and sustainability mandates is particularly reshaping procurement strategies, requiring purchasers to evaluate not just machine specifications, but the ethical frameworks and environmental commitments of their manufacturing partners.
What Global Trends Are Driving Demand for High-Capacity Bridge Type Machining Centers?
Regional industrialization initiatives, particularly in Saudi Arabia’s Vision 2030 framework and Africa’s expanding automotive manufacturing corridors, are fueling unprecedented demand for large-format machining solutions. Bridge type centers—characterized by expansive X-axis travels ranging from 2,000mm to 8,000mm and substantial table load capacities exceeding 20,000kg—have become critical assets for producing wind turbine components, aerospace fuselage sections, and heavy automotive molds. The technology is simultaneously evolving toward multi-functional flexibility, with modern systems increasingly offering 5-face machining capabilities through automatic head changers and vertical-horizontal ATC systems, effectively eliminating multiple setups and reducing production bottlenecks for complex geometries.
Concurrently, Industry 4.0 integration is transitioning from optional to essential, with buyers prioritizing machines equipped with advanced CNC controllers alongside predictive maintenance capabilities. This digital transformation aligns with supply chain diversification strategies, as procurement officers increasingly seek equipment that accommodates diverse material requirements—from titanium and composites to hardened steels—while maintaining micron-level precision under heavy cutting forces.
How Are Supply Chain Strategies Evolving for Industrial Machinery Procurement?
The post-pandemic industrial landscape has fundamentally altered sourcing methodologies, with resilience now outweighing pure cost optimization in procurement decisions. Buyers across diverse markets are implementing multi-source strategies that combine the technological sophistication of established manufacturers with emerging regional suppliers capable of providing localized after-sales support. This shift is particularly evident in European and Middle Eastern markets, where buyers require immediate access to high-capacity tool magazines, spindle components, and specialized automation accessories without enduring extended international shipping delays.
Furthermore, the trend toward “glocalization”—global technology standards with local assembly or customization—is gaining traction, allowing buyers to acquire bridge type centers configured for specific regional industrial applications. Whether machining large-scale energy components for South American hydroelectric projects or precision aerospace molds for German aviation hubs, procurement teams are prioritizing suppliers who offer comprehensive technical documentation, operator training programs, and readily available spare parts networks within their respective regions.
Why Does Sustainability Matter in Bridge Type Machining Center Investment Decisions?
Sustainability criteria are increasingly non-negotiable in capital equipment procurement, extending beyond operational energy efficiency to encompass total lifecycle impact. Modern bridge type centers equipped with direct drive or built-in spindles featuring advanced thermal management systems significantly reduce power consumption during extended heavy-cutting cycles compared to traditional gear-driven alternatives. The inherent durability of these machines—constructed from high-grade cast iron with rigid bridge structures designed for 20-plus year service lives—inherently supports circular economy principles by minimizing replacement frequency and enabling cost-effective retrofitting with modern CNC controls rather than complete disposal.
For environmentally conscious buyers, particularly in European markets with stringent carbon regulations, evaluating a supplier’s manufacturing footprint through ISO 14001 certification and assessing the recyclability of machine components has become as critical as examining spindle torque specifications. Additionally, the shift toward centralized automatic lubricating systems and advanced chip conveyor technologies reduces coolant waste and facilitates metal recycling, aligning operational processes with corporate ESG objectives.
Frequently Asked Questions (FAQs) for B2B Buyers of Bridge Type Machining Center
1. What is a bridge type machining center used for?
Bridge type machining centers specialize in high-precision machining of oversized and heavy workpieces that exceed the capacity of standard vertical machining centers. These machines serve critical sectors including aerospace (aircraft structural components, landing gear), automotive (chassis, engine blocks, large molds), energy (wind turbine components, hydroelectric turbine blades), and precision mold manufacturing. The distinctive bridge structure provides the rigidity necessary for heavy-duty cutting operations on materials ranging from hardened steels to titanium alloys and composites, making them indispensable for industries requiring micron-level tolerances on large-scale components.
2. What is the difference between bridge type and gantry type machining centers?
While both configurations handle large workpieces, bridge type machining centers feature a movable bridge structure that traverses over a fixed table, whereas gantry types typically employ a fixed overhead beam with columns that move or a moving gantry design with different structural dynamics. Bridge type machines excel when workpieces remain stationary during machining, providing superior stability for extremely heavy components since the table does not move. Gantry configurations often suit applications requiring different axis dynamics or specific workshop layouts. Bridge types generally offer better accessibility for loading heavy workpieces and maintain consistent rigidity across the entire work envelope, particularly important when machining asymmetric loads.
3. What are the advantages of bridge type machining centers for large workpieces?
The primary advantage lies
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. The risk of relying on any information in this guide is borne solely by the reader.
Top 3 Bridge Type Machining Center Manufacturers & Suppliers List
1. HS Machine Tools – BridgeCenter & SMART SW Series
Domain: hsmachinetools.com
Registered: 2015 (11 years)
Introduction: Kitamura BridgeCenter Series: BridgeCenter 6G features Cat 40 spindle and 35.4″ x 70.9″ table; BridgeCenter 12G features Cat 50 or HSK 100 spindle and 53.9″ x 137.8″ table. All models include rigid box ways, fast rapid rates, and Arumatik CNC control. SMART SW Series: X-travels 88″-236″, Y-travels 47″-97″, Cat 50 spindle taper with 6,000 RPM standard, box way construction, powered by Fanuc Control…
2. Willis – KMV Double Column Machining Center

Domain: willismachinery.com
Registered: 1999 (27 years)
Introduction: Willis KMV Double Column Machining Center (50 Taper Bridge Type). Construction: Top-grade Meehanite Cast Iron castings (base, columns, cross beam, worktable, slide ways, head) with annealing to prevent internal stress. Z-Axis: Rigid cast iron box way with internal rib support, nitrogen balanced with dual pneumatic cylinders for automatic balancing; maintains exact positioning during power failure….
3. Twinhorn – Double-Column 5-Axis Machining Center

Domain: twinhorn.com
Registered: 2000 (26 years)
Introduction: Manufacturer: Chi-Fa Machinery Manufacturer Co., Ltd. (Twinhorn). Product Category: Double-Column Type 5-Axis Machining Center (Bridge Type). Series: HELIOS Series. Application: Precision parts manufacturing. Available Models: FG-2725-5A, FG-3225-5A, FG-4225-5A, FG-3230-5A, FG-4230-5A, FG-5230-5A, FG-6230-5A, FG-4235-5A, FG-5235-5A, FG-6235-5A, FG-6240-5A, FG-8240-5A. Certifications: CE.
Strategic Sourcing Conclusion and Outlook for Bridge Type Machining Center
Bridge type machining centers represent a pivotal capital investment for manufacturers handling large-scale, precision-critical components across aerospace, energy, and mold-making sectors. As global supply chains pivot toward regional resilience, these machines deliver the structural rigidity and automation flexibility essential for modern heavy machining operations.
How Is Automation Reshaping Bridge Type Machining Center Capabilities?
The integration of automatic head changers and high-capacity tool magazines (up to 120 tools) is transforming these platforms into versatile 5-face machining centers. Procurement teams should prioritize models with advanced ATC systems and thermal management to minimize setup times while maintaining micron-level precision during extended cycles.
What Strategic Factors Should Drive Your Bridge Type Machining Center Sourcing?
When evaluating suppliers, align spindle configurations with material requirements—selecting gear-driven spindles for heavy cutting or direct-drive alternatives for high-speed finishing. Additionally, verify control system compatibility with Industry 4.0 infrastructure, particularly critical for facilities in Germany and Saudi Arabia implementing smart manufacturing protocols.
How Can Global Manufacturers Maximize ROI on Bridge Type Machining Investments?
To ensure sustainable returns, specify machines with modular column distances and scalable automation interfaces that accommodate future workpiece dimensions. This forward-looking approach enables seamless pivoting between defense, renewable energy, and mold-making applications as market demands shift across African, European, and Middle Eastern manufacturing hubs.
By aligning procurement strategies with both immediate production needs and emerging automation trends, international buyers can secure bridge type machining centers that deliver enduring competitive advantage in precision manufacturing.